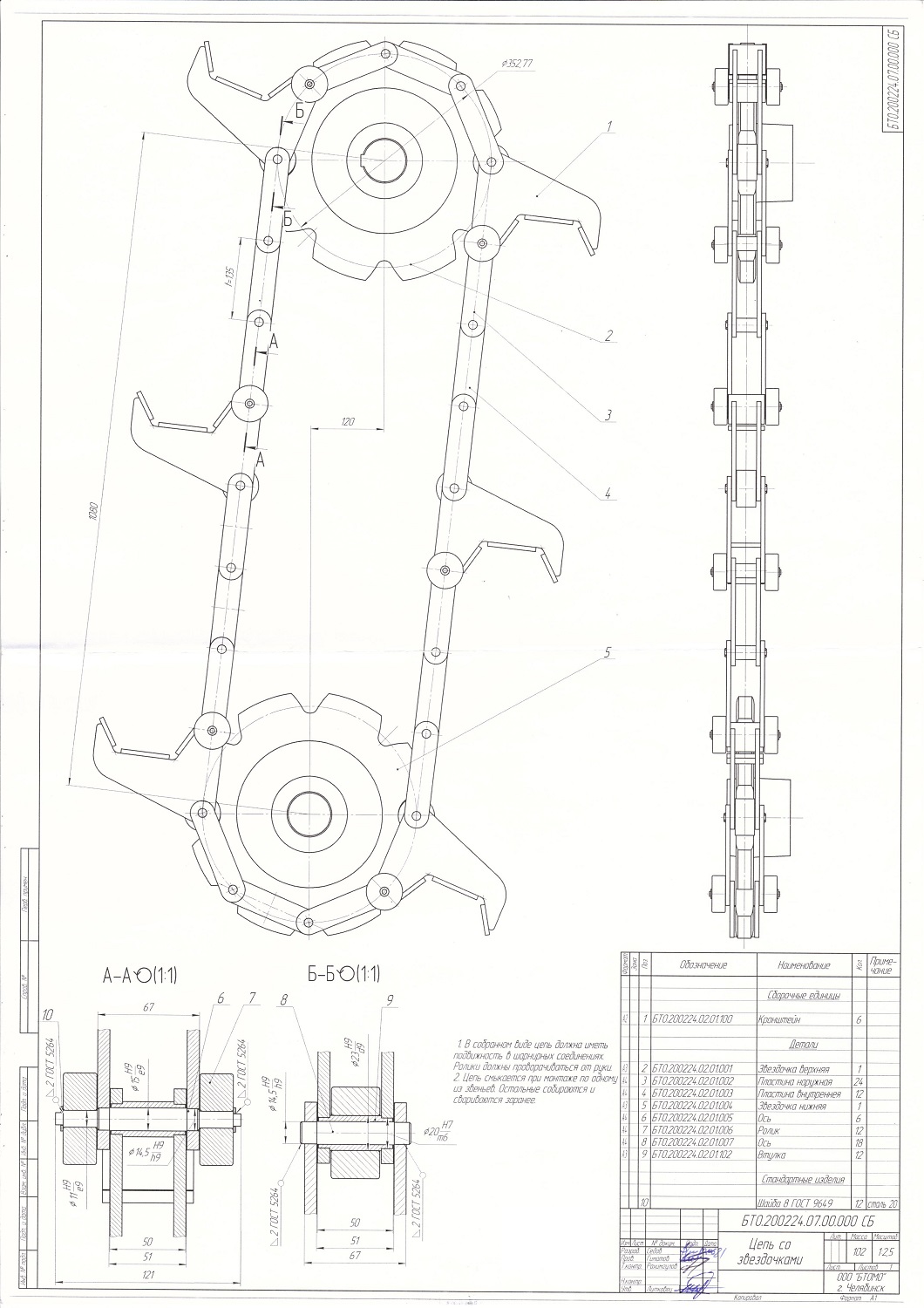
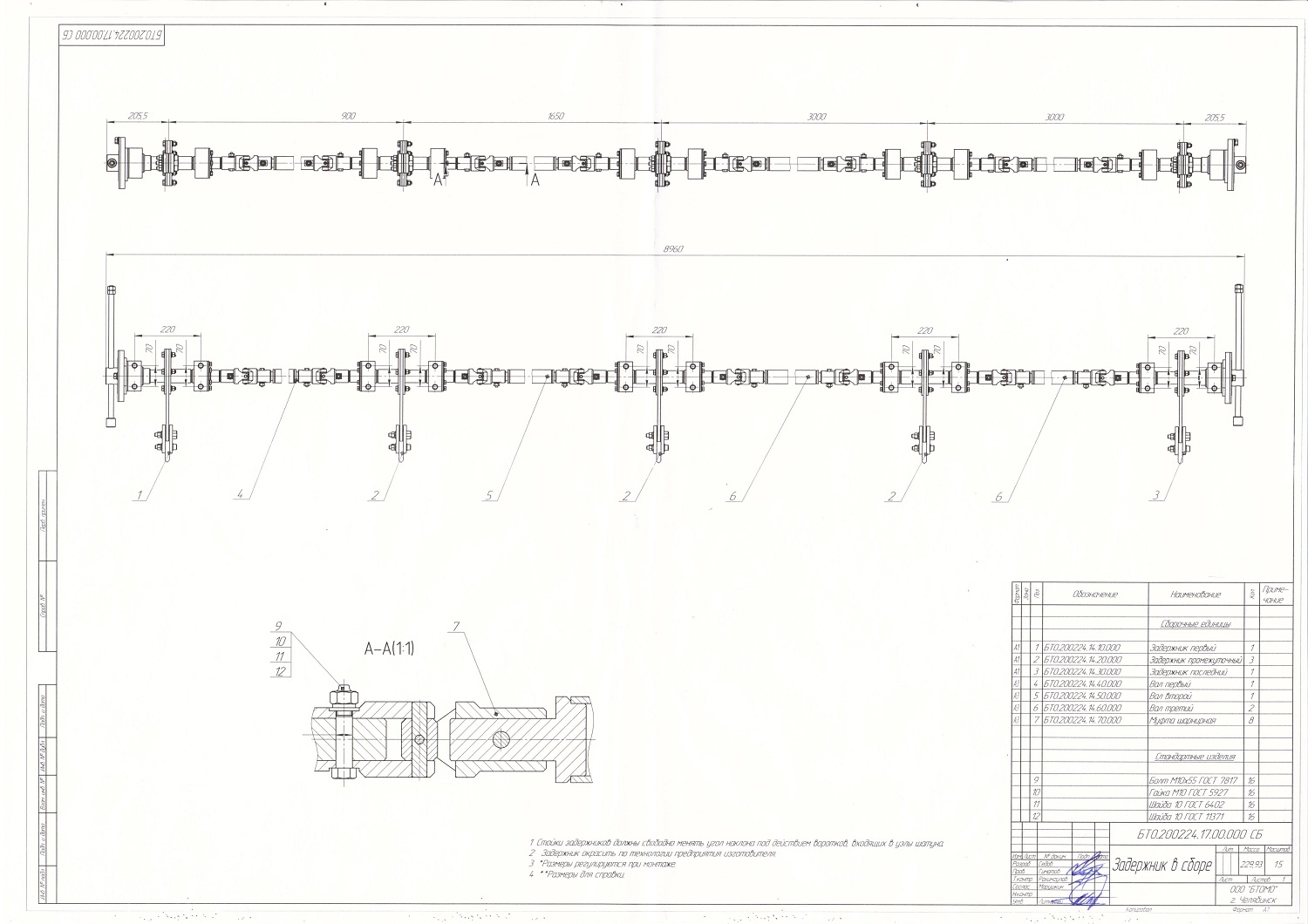
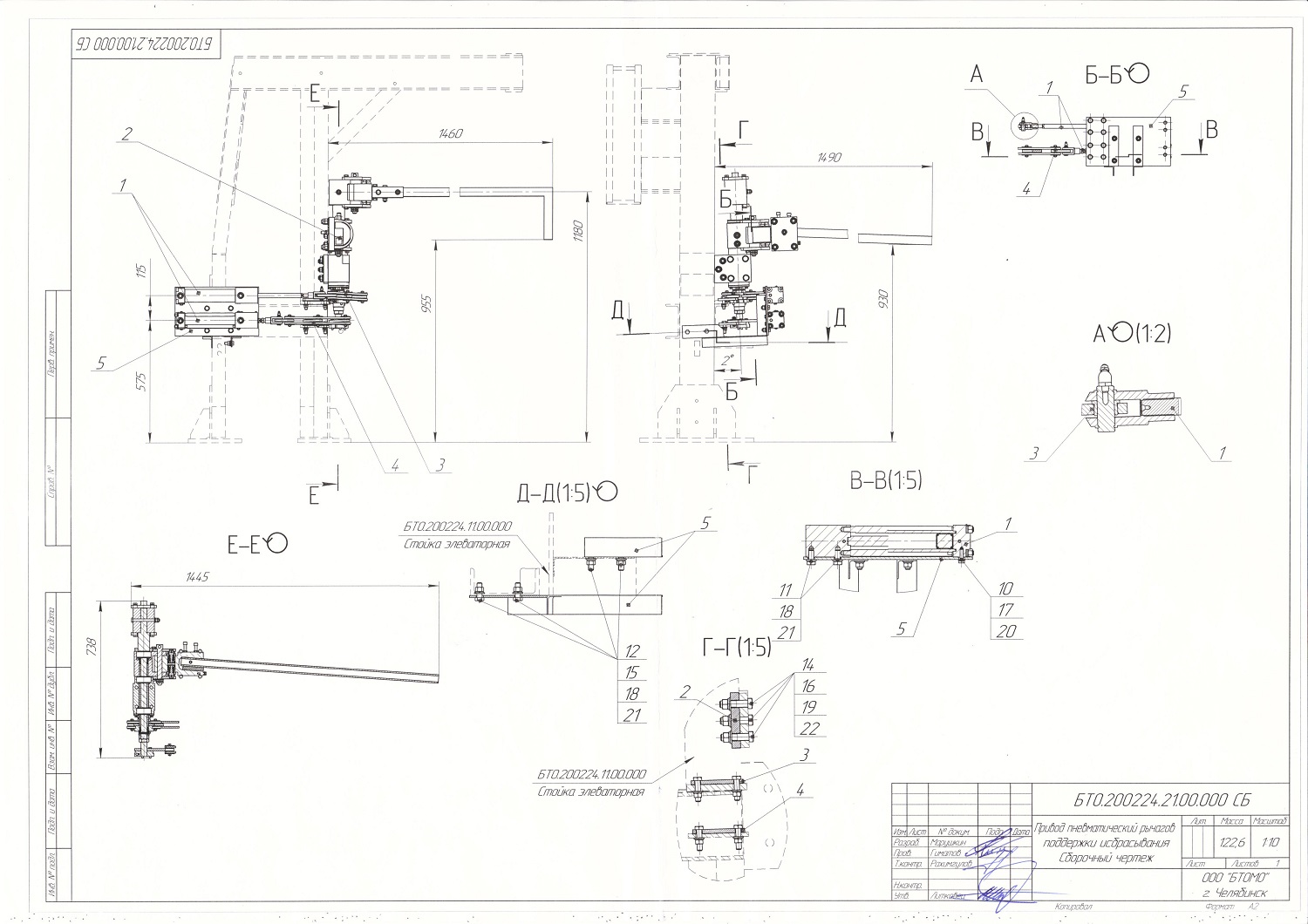
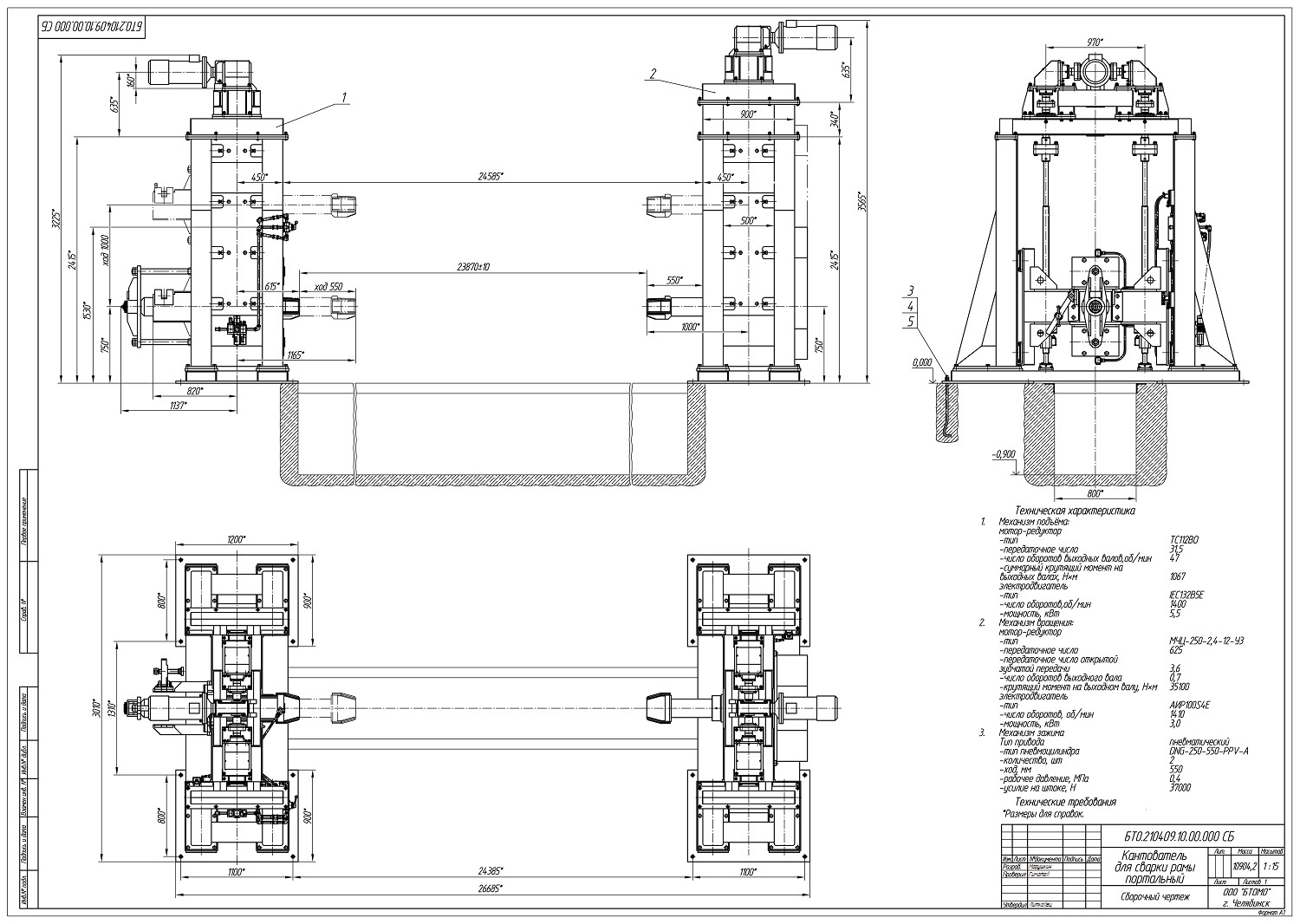
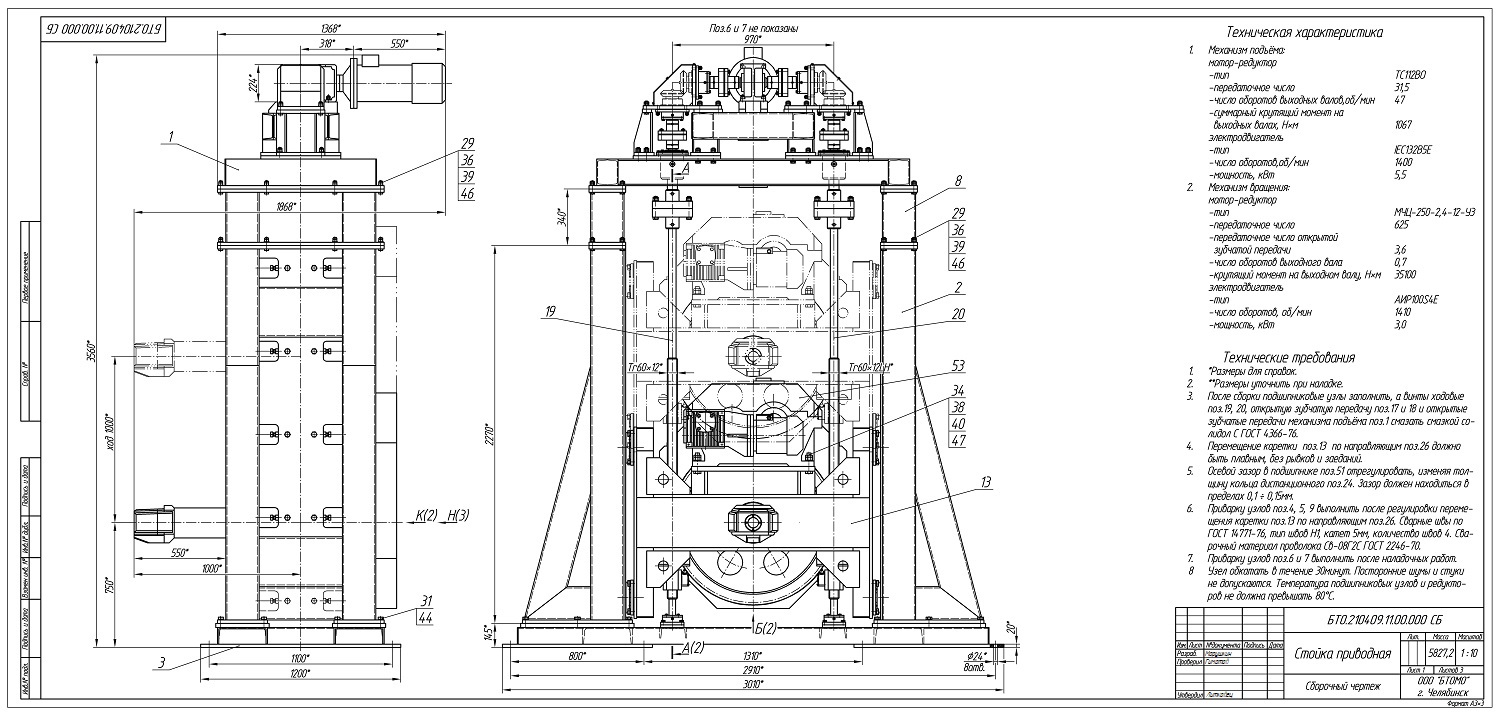
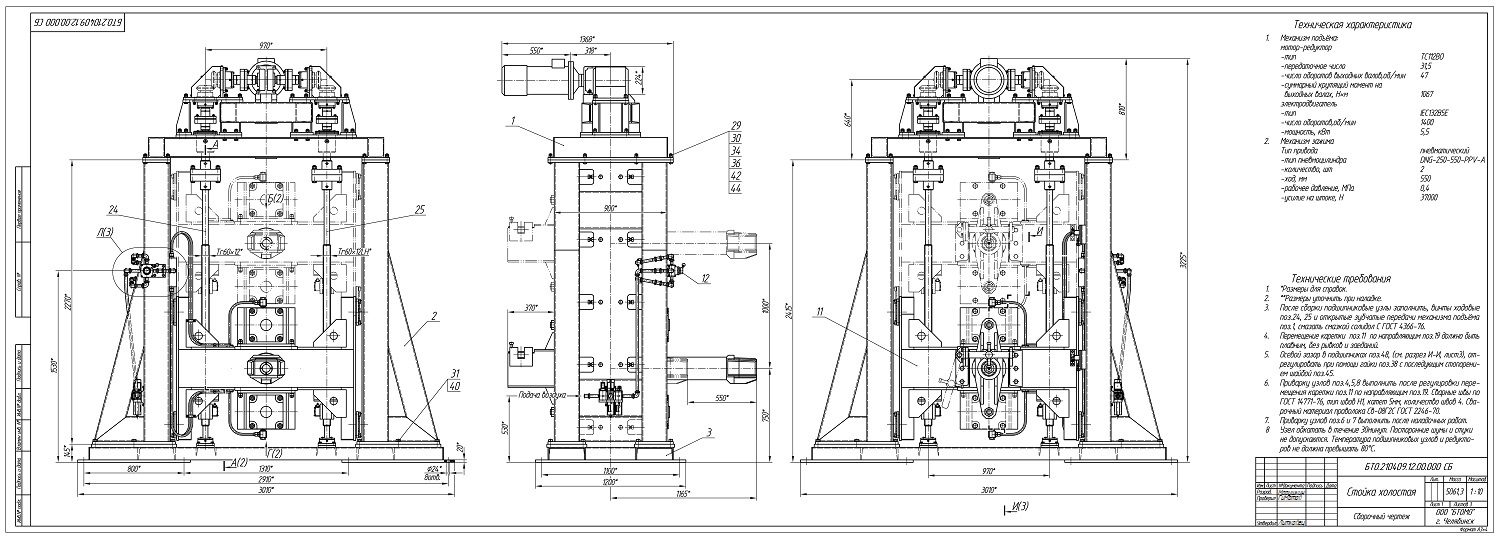
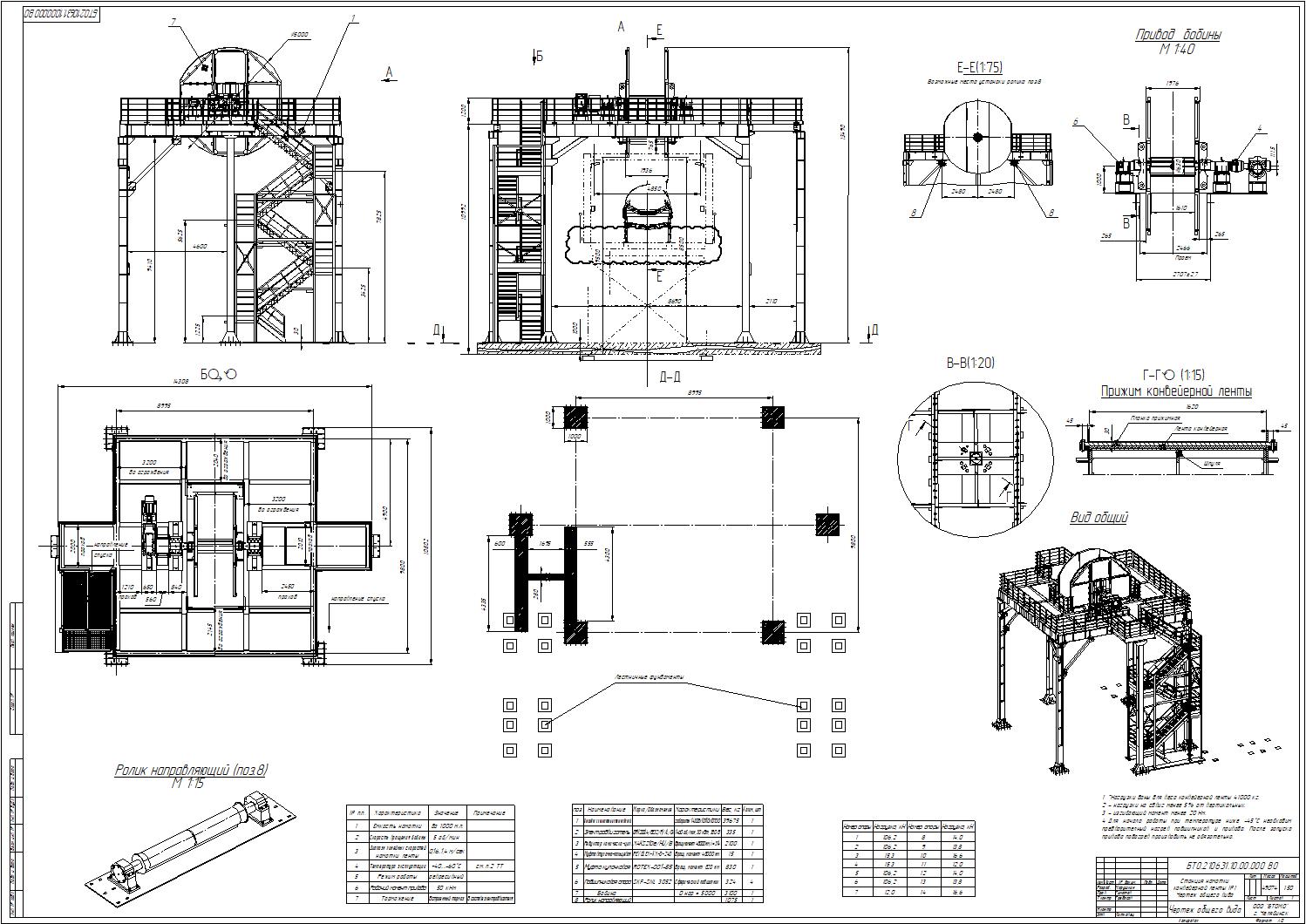
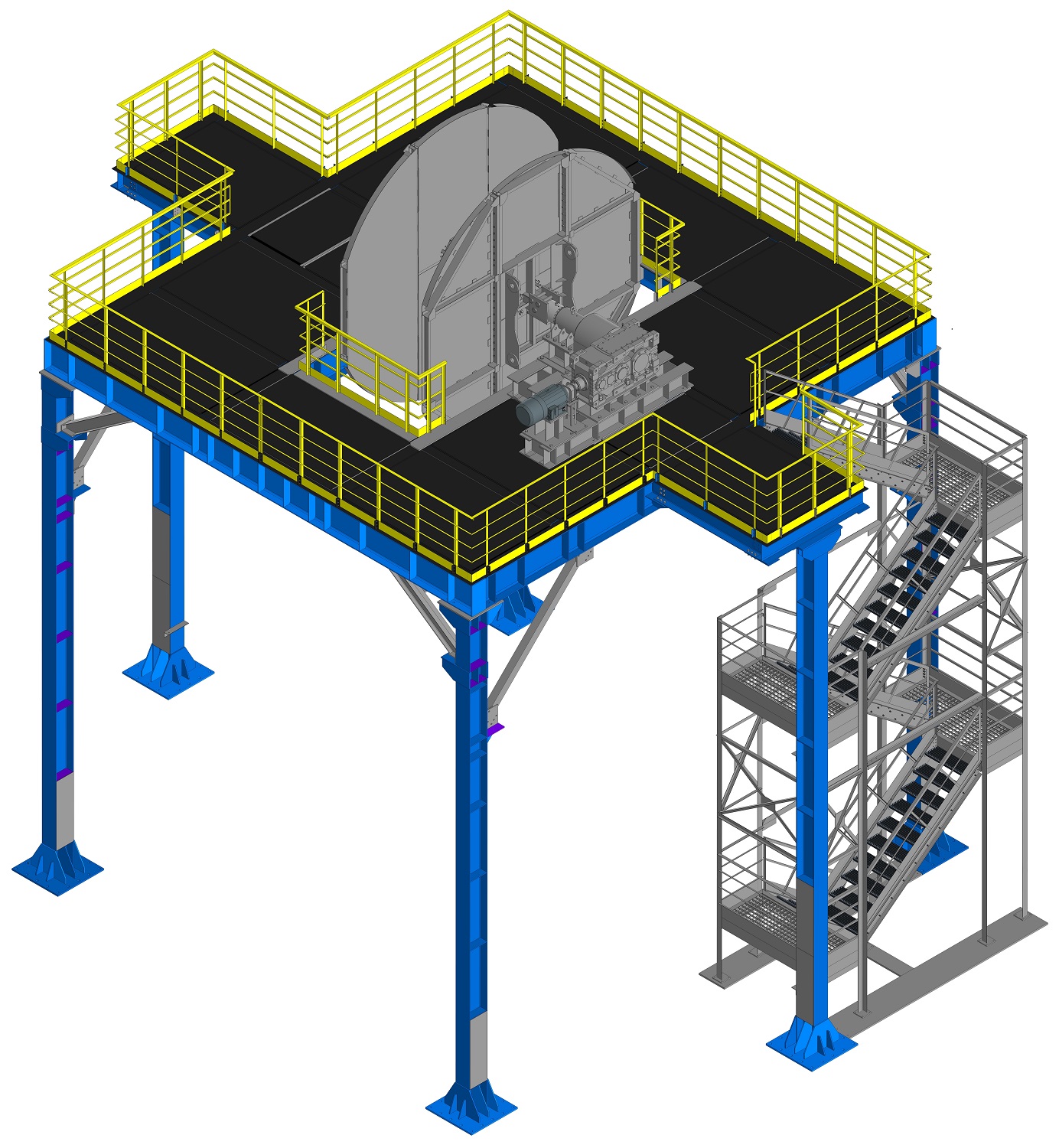
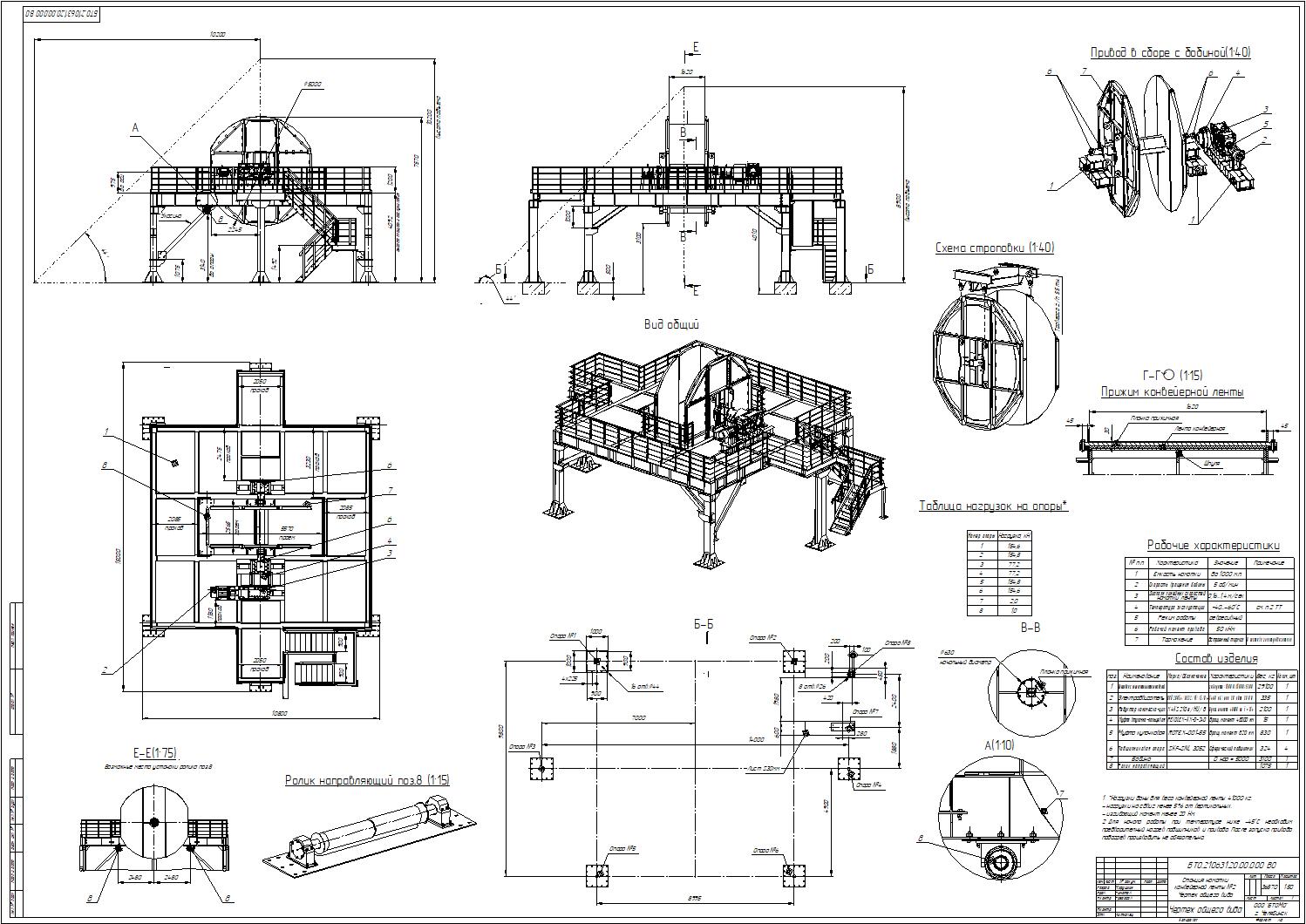
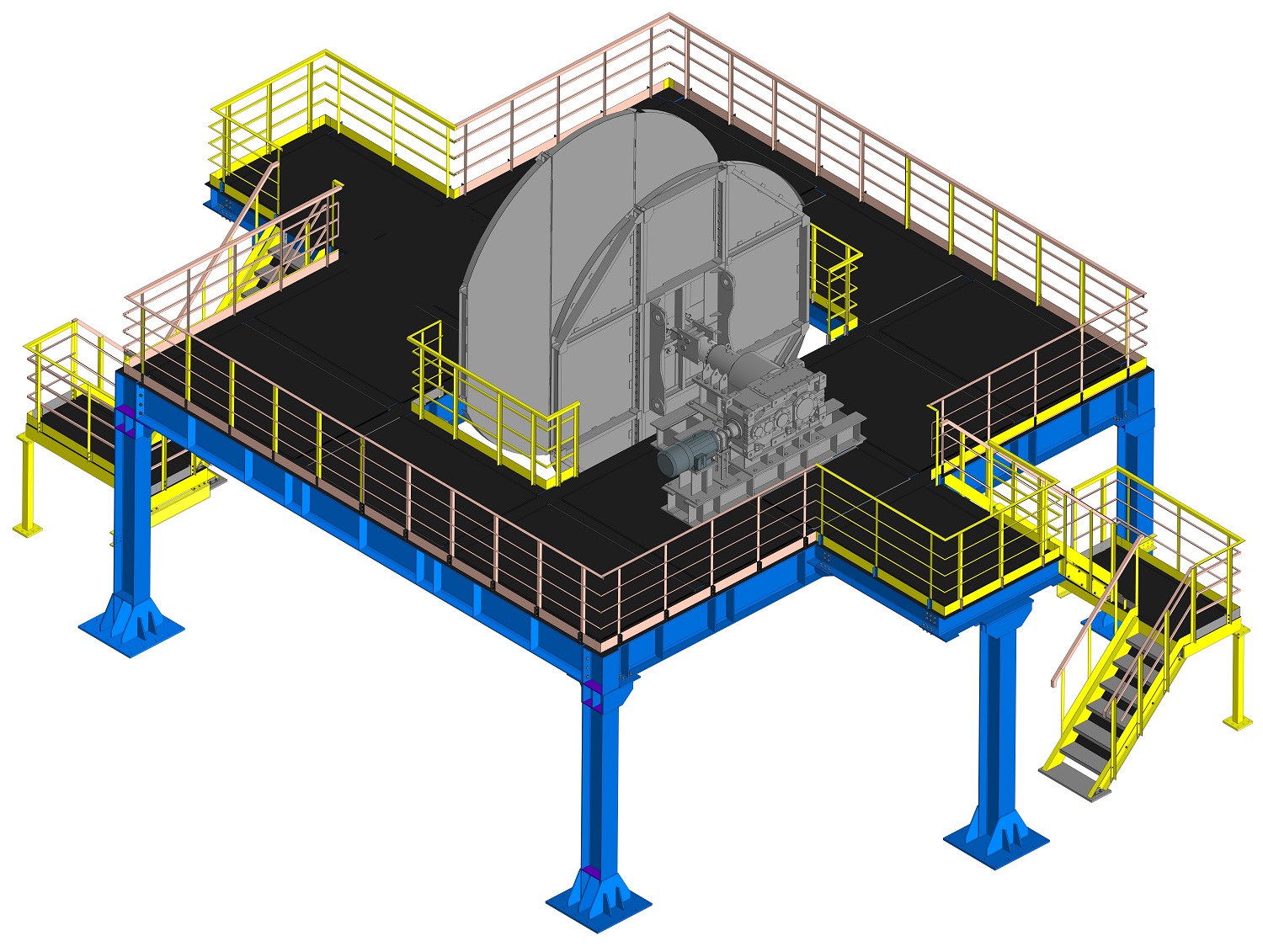
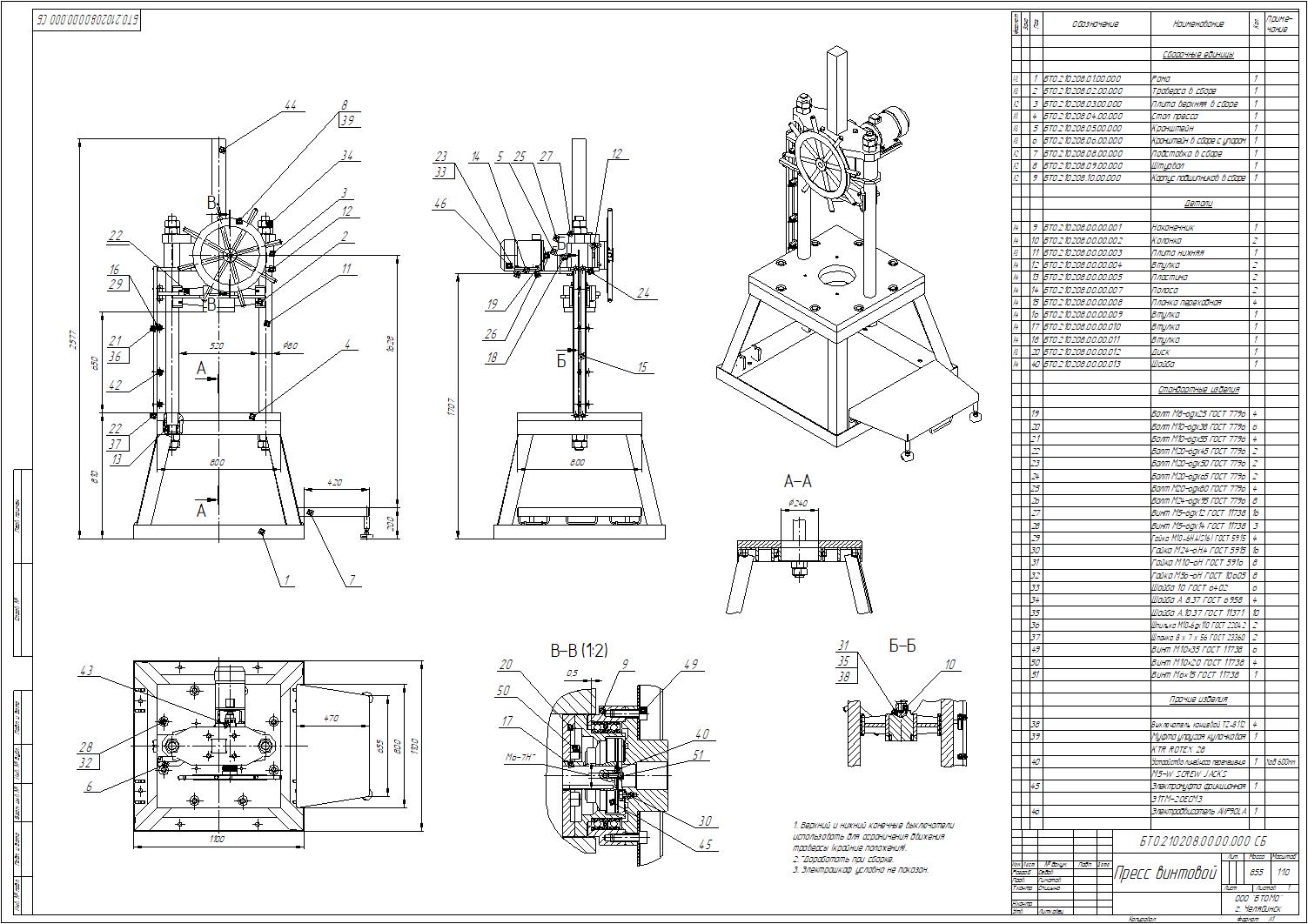
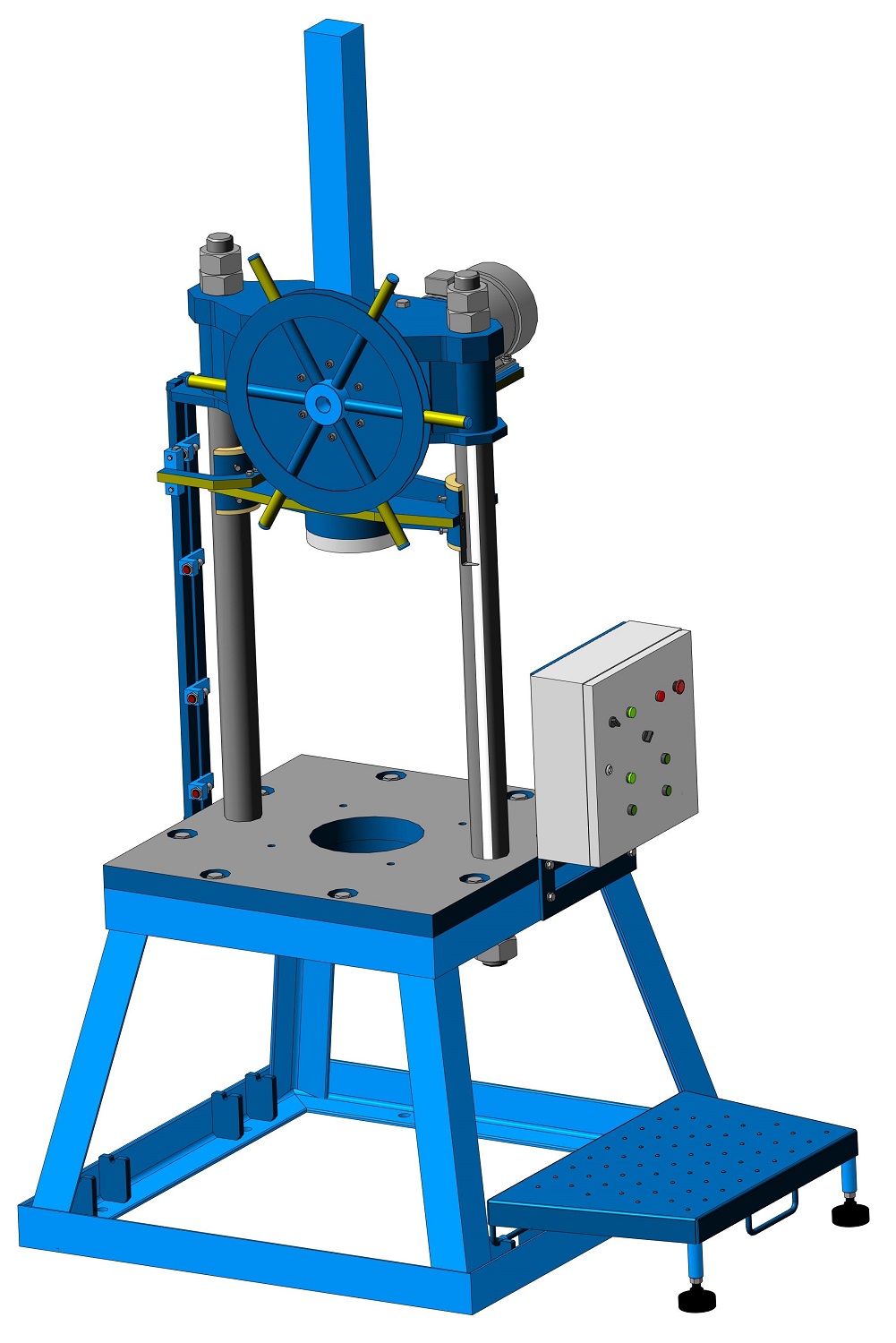
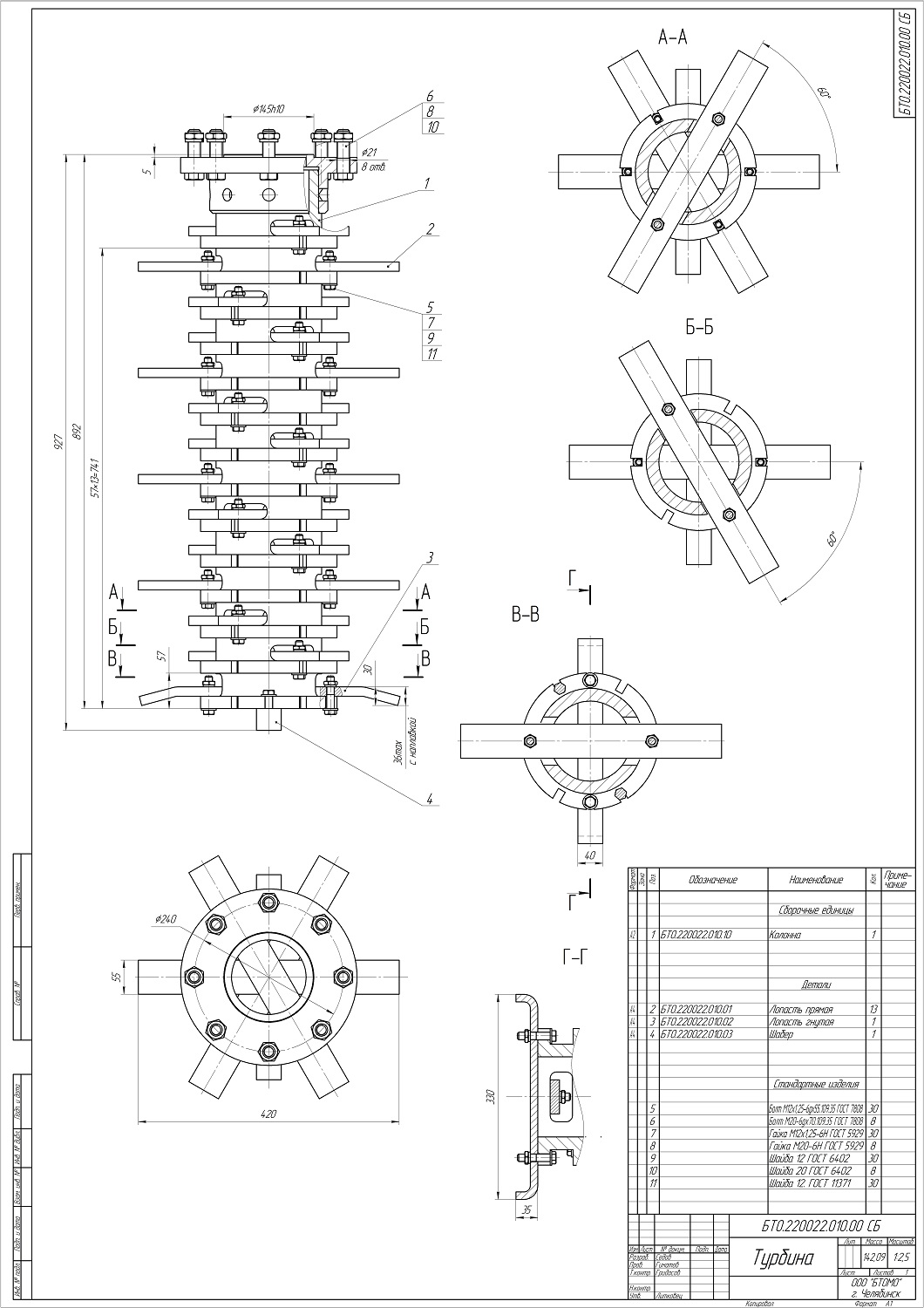
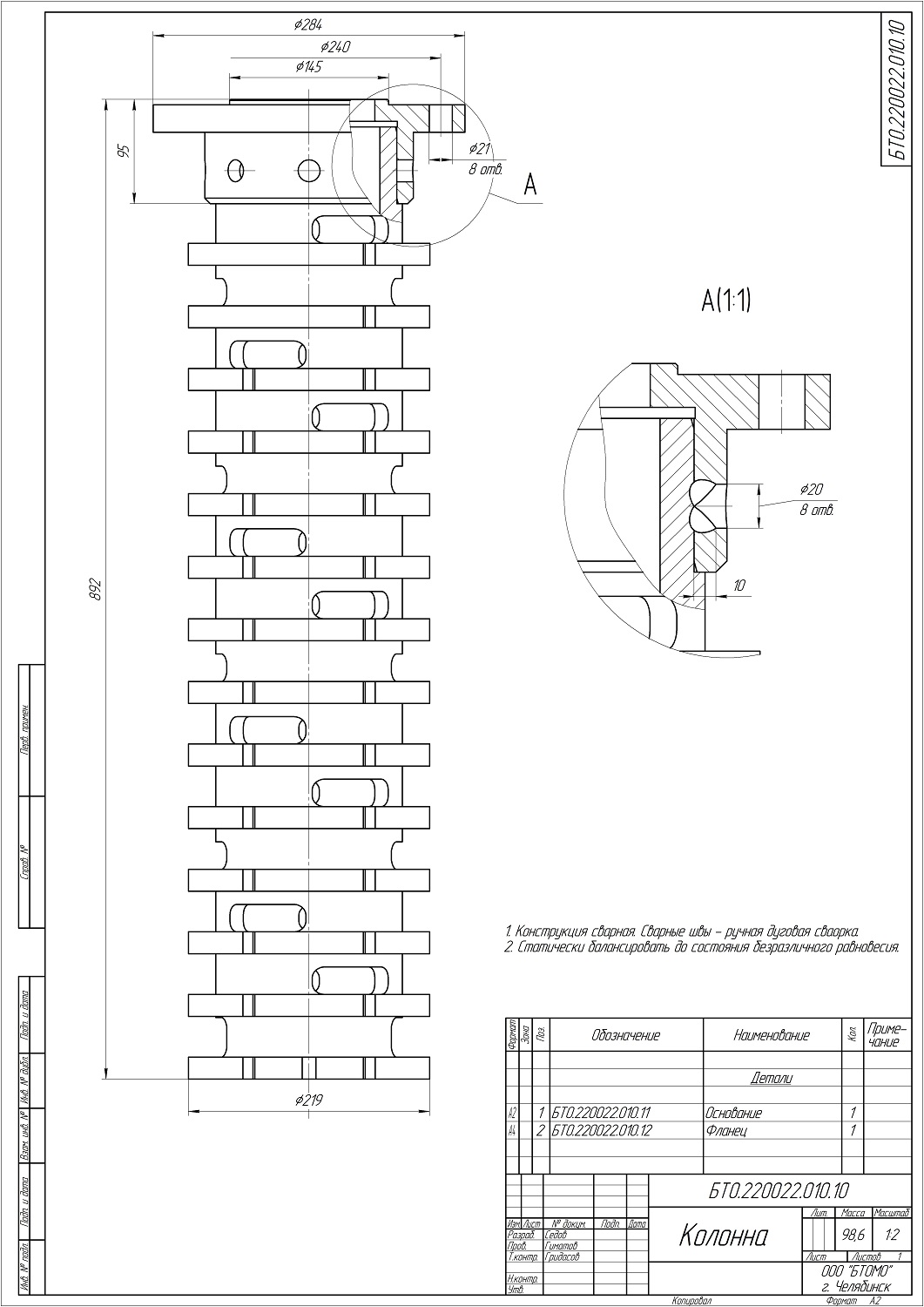
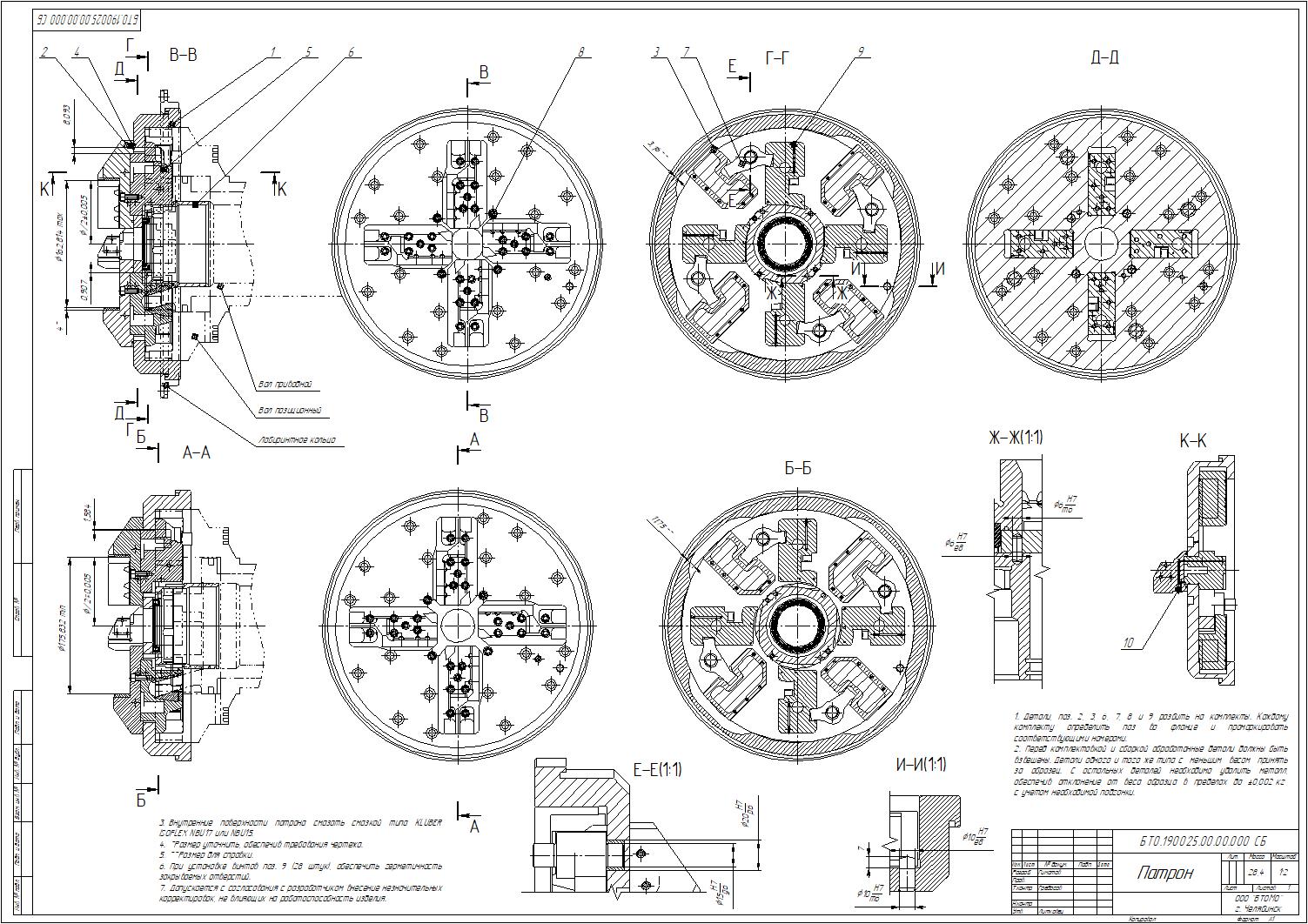
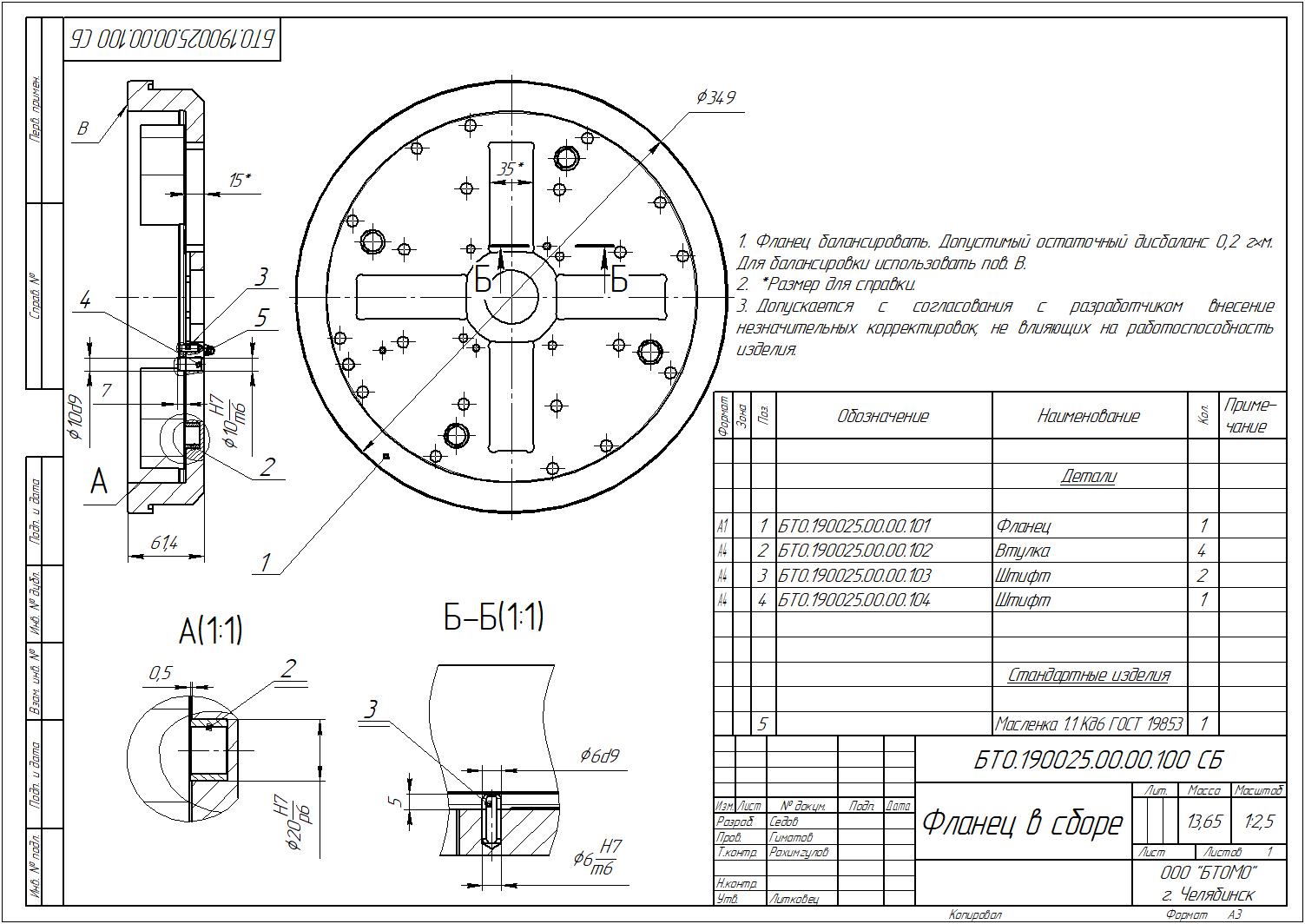
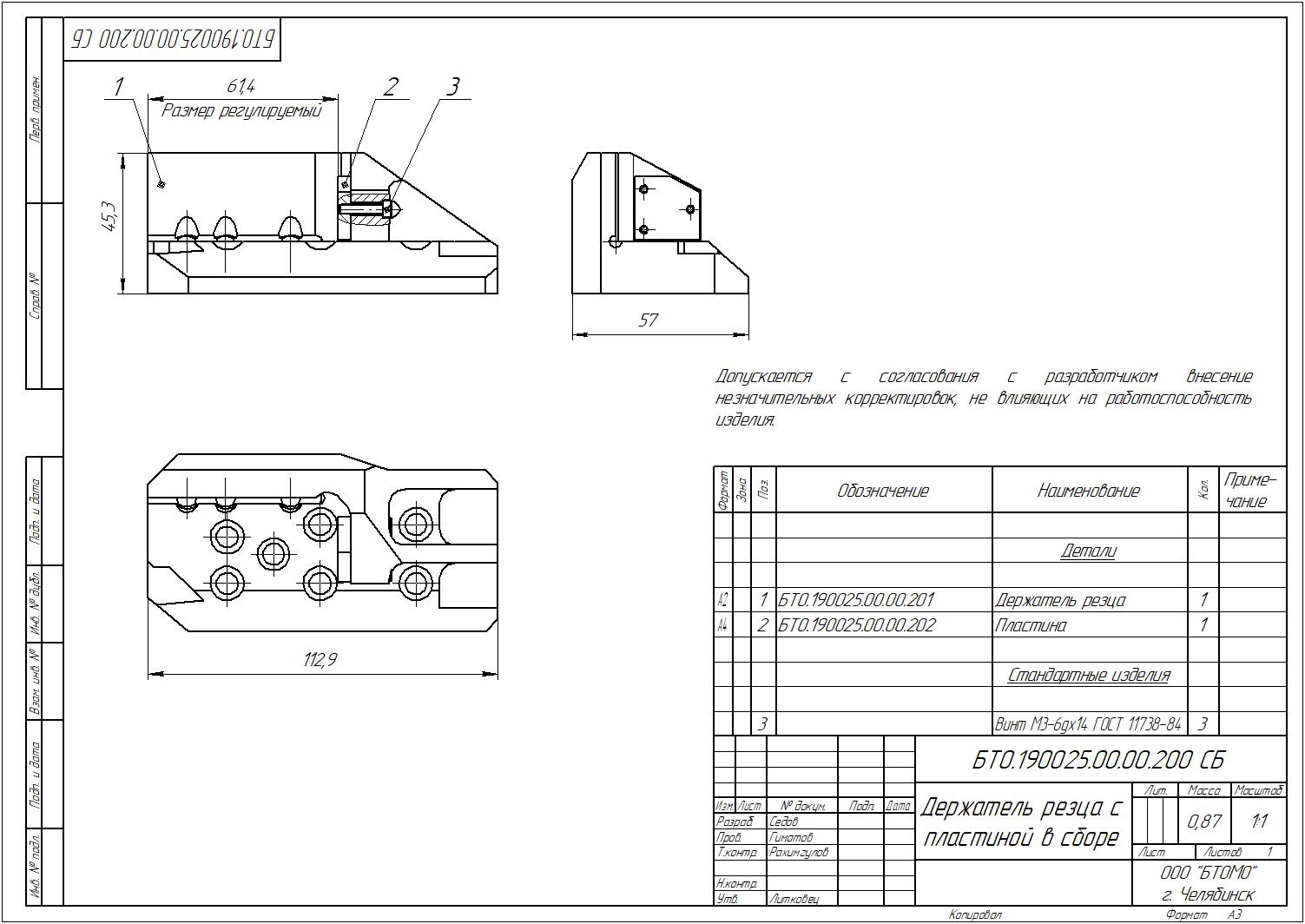
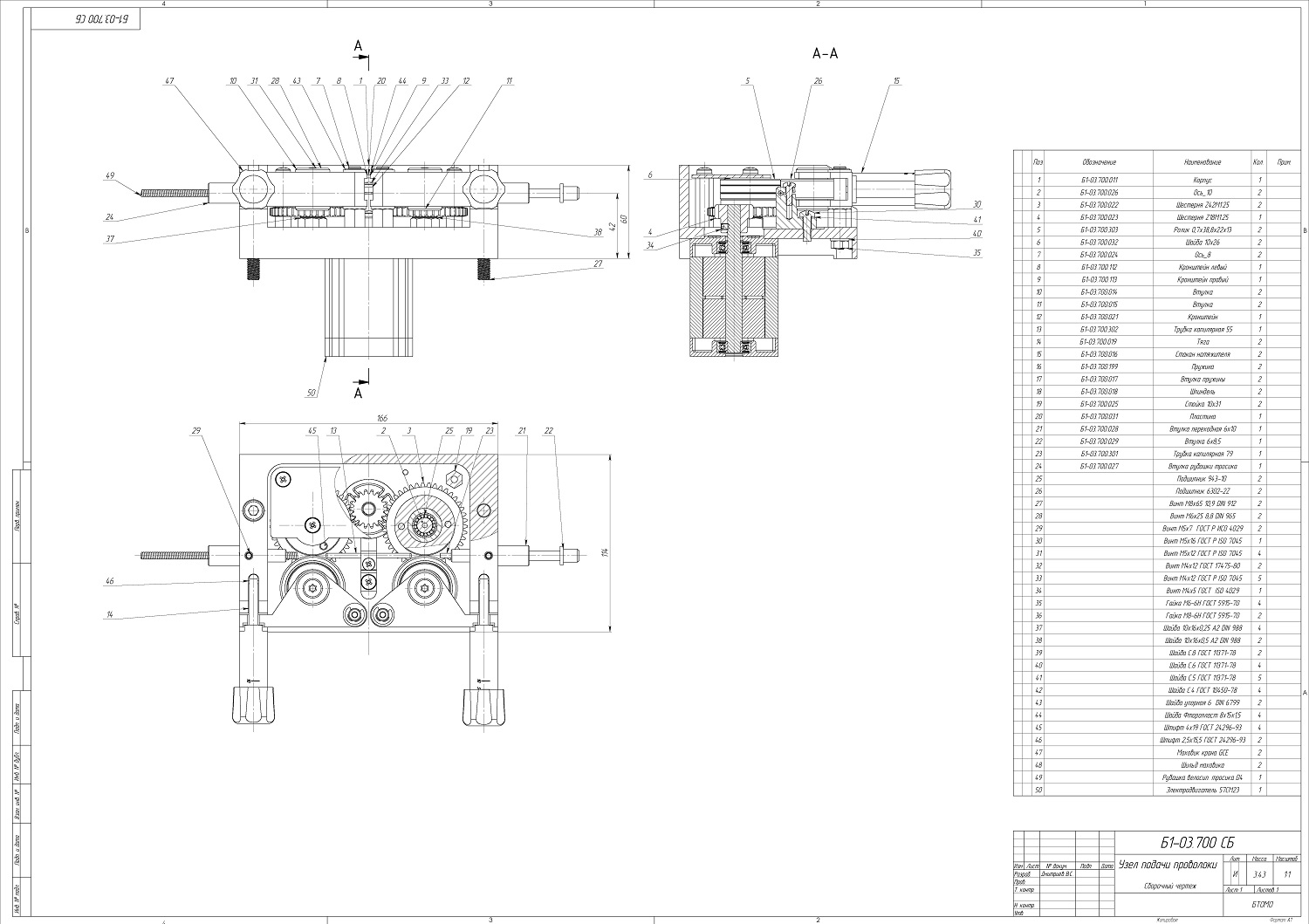
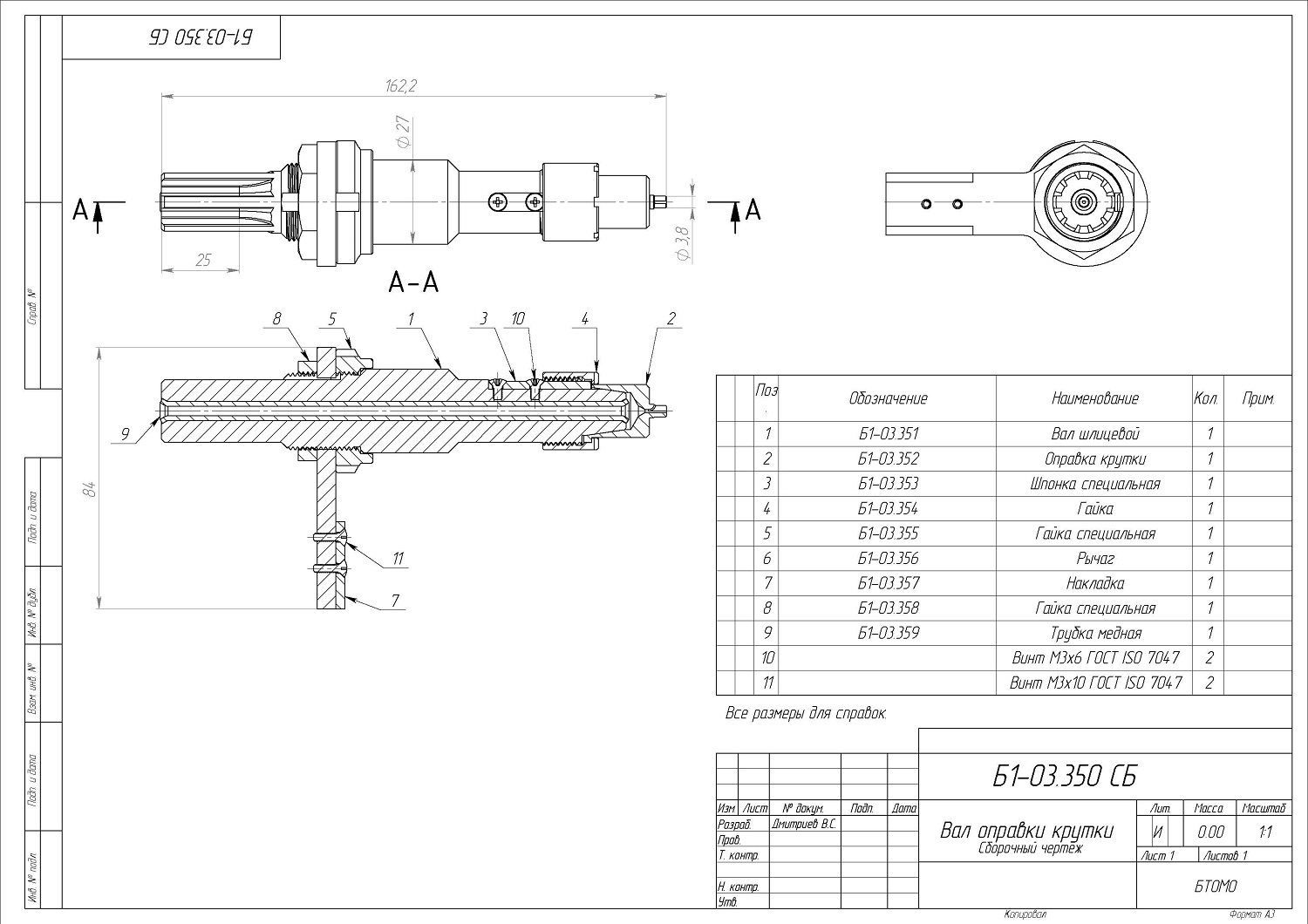
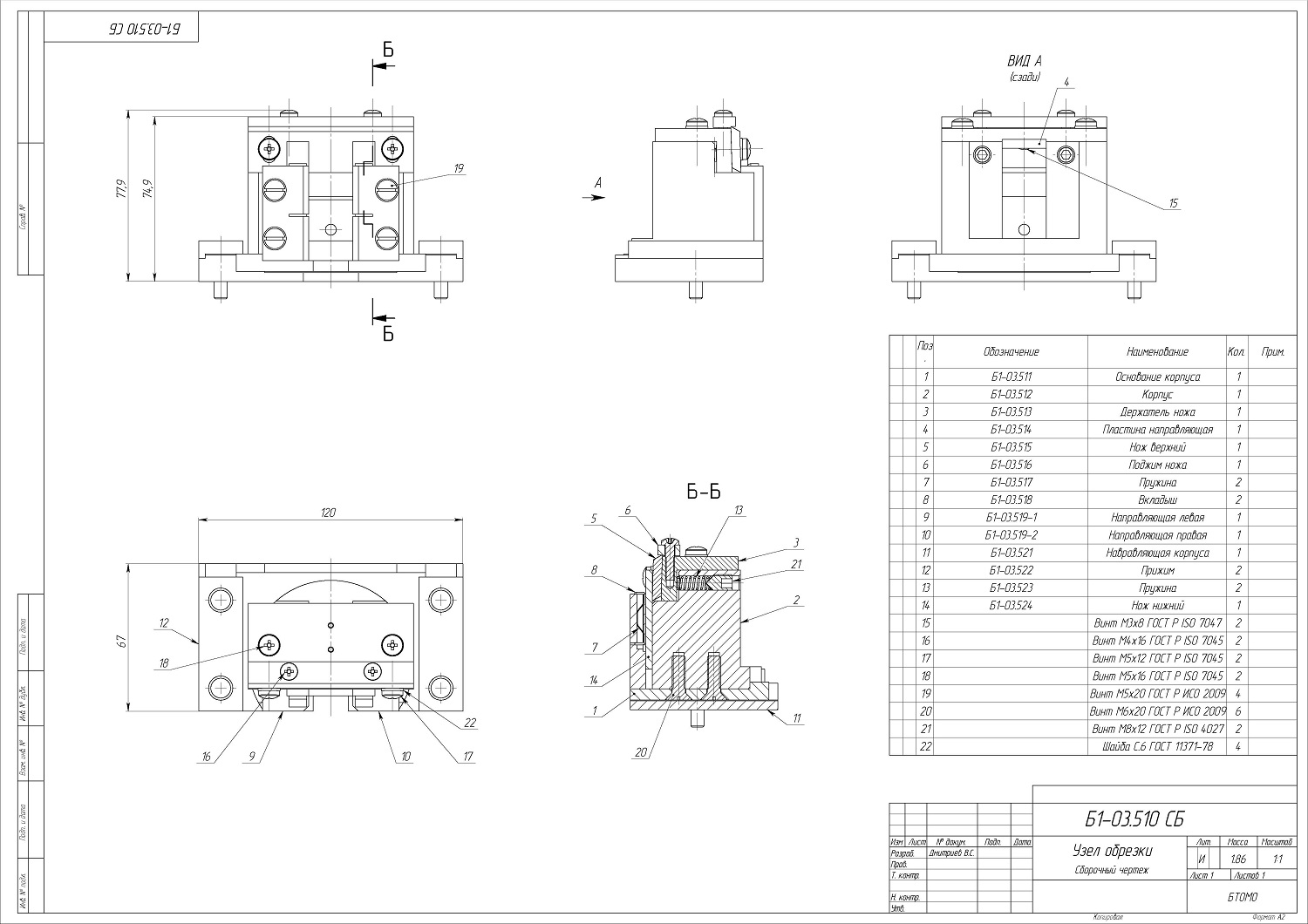
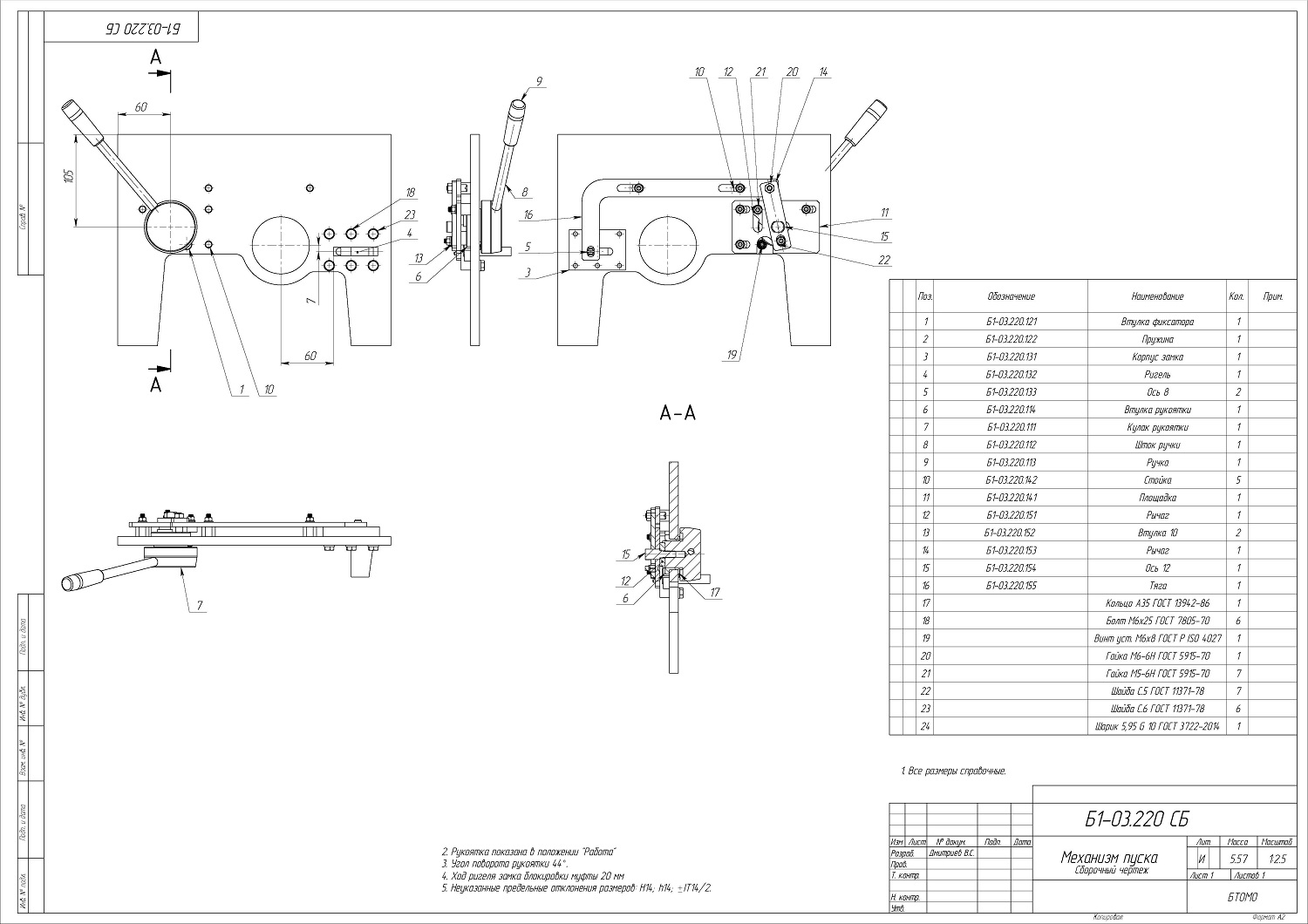
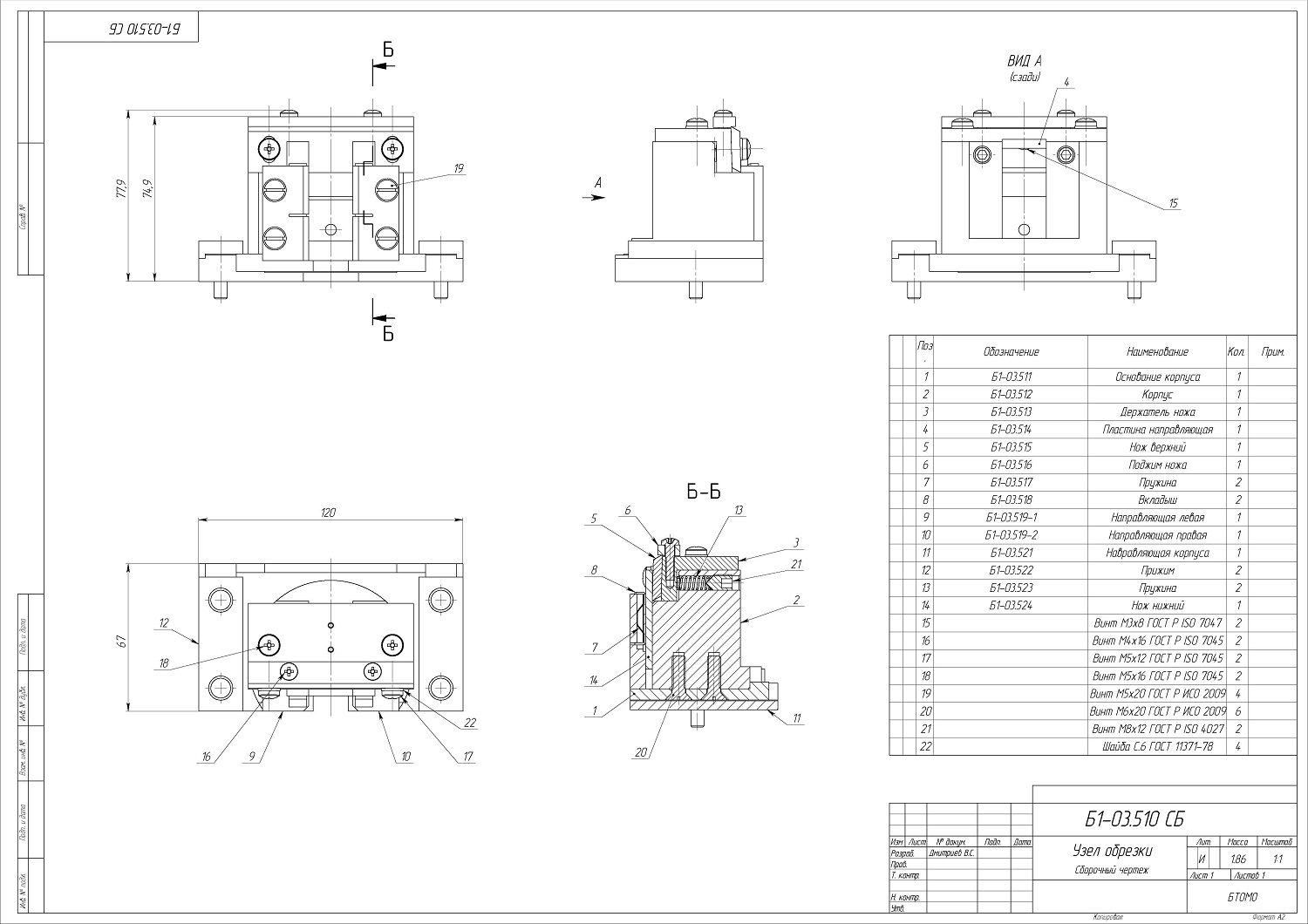
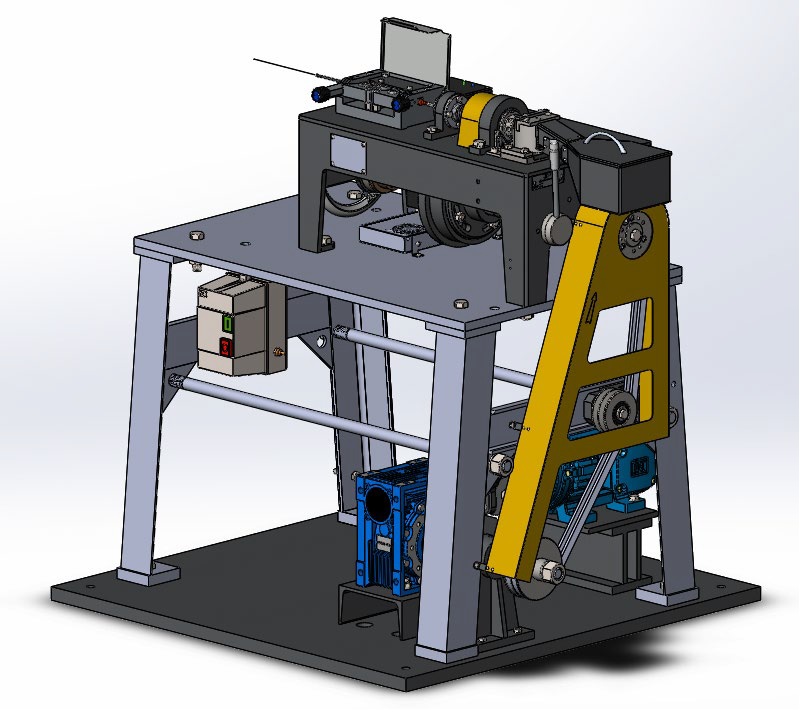
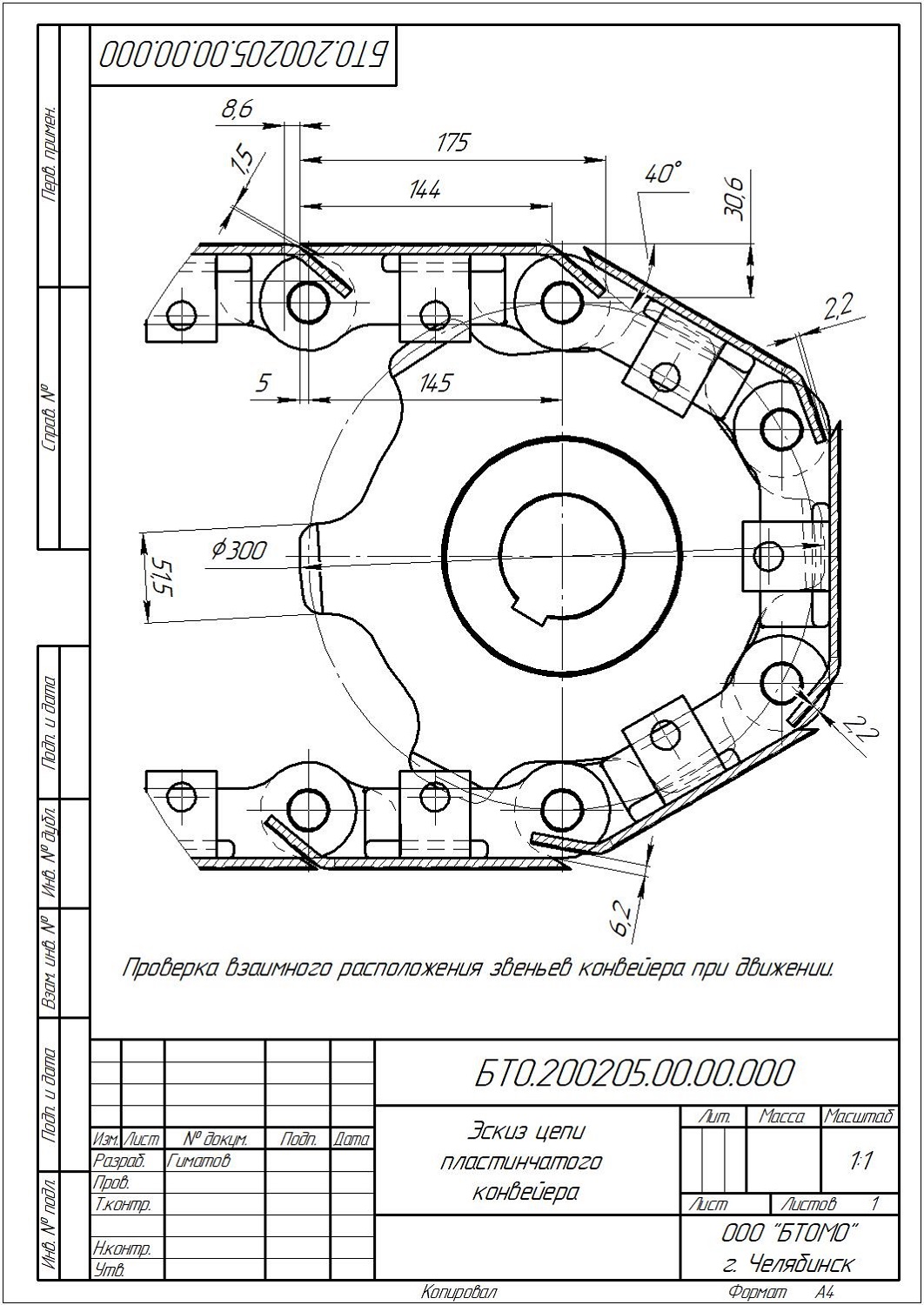
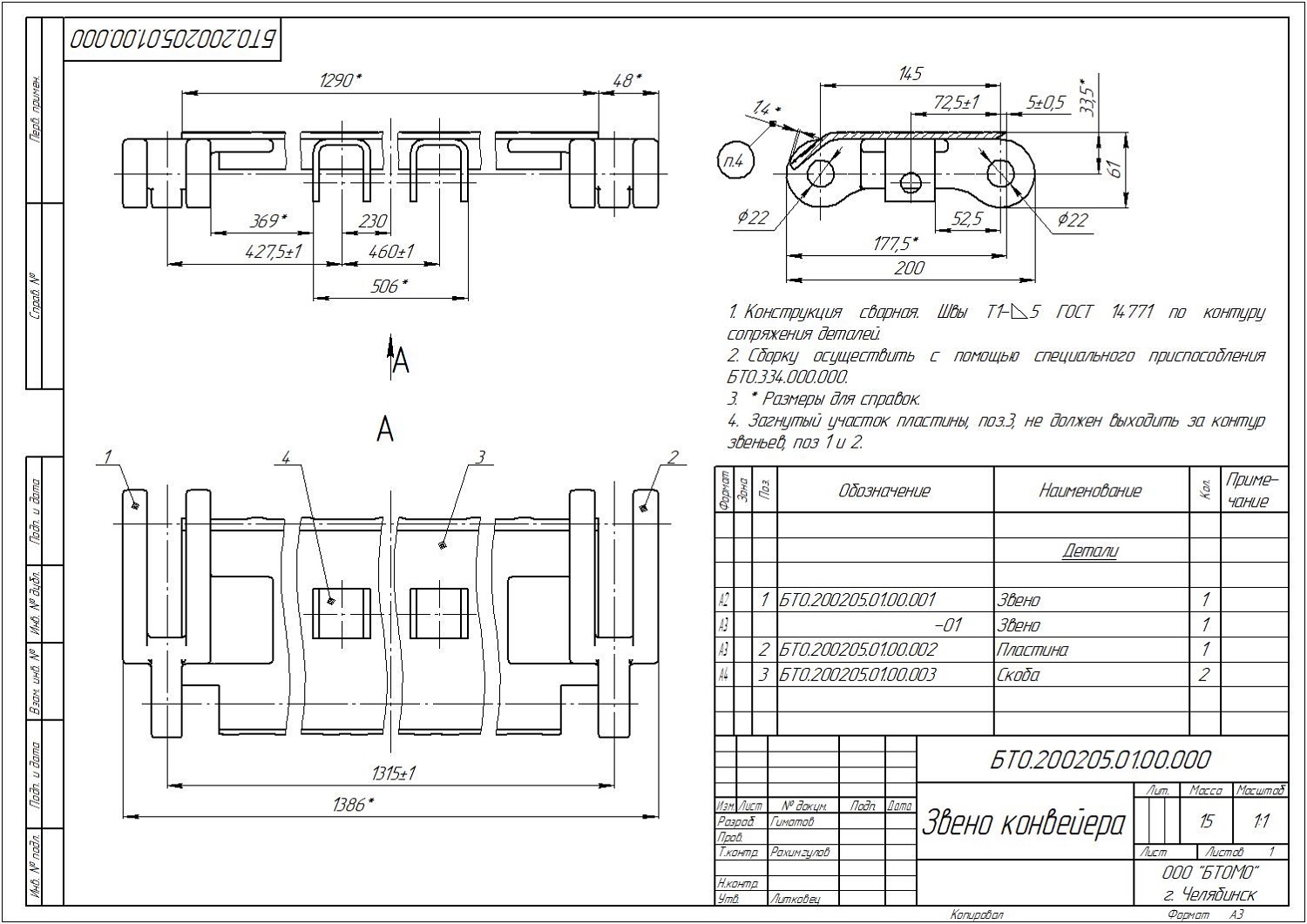
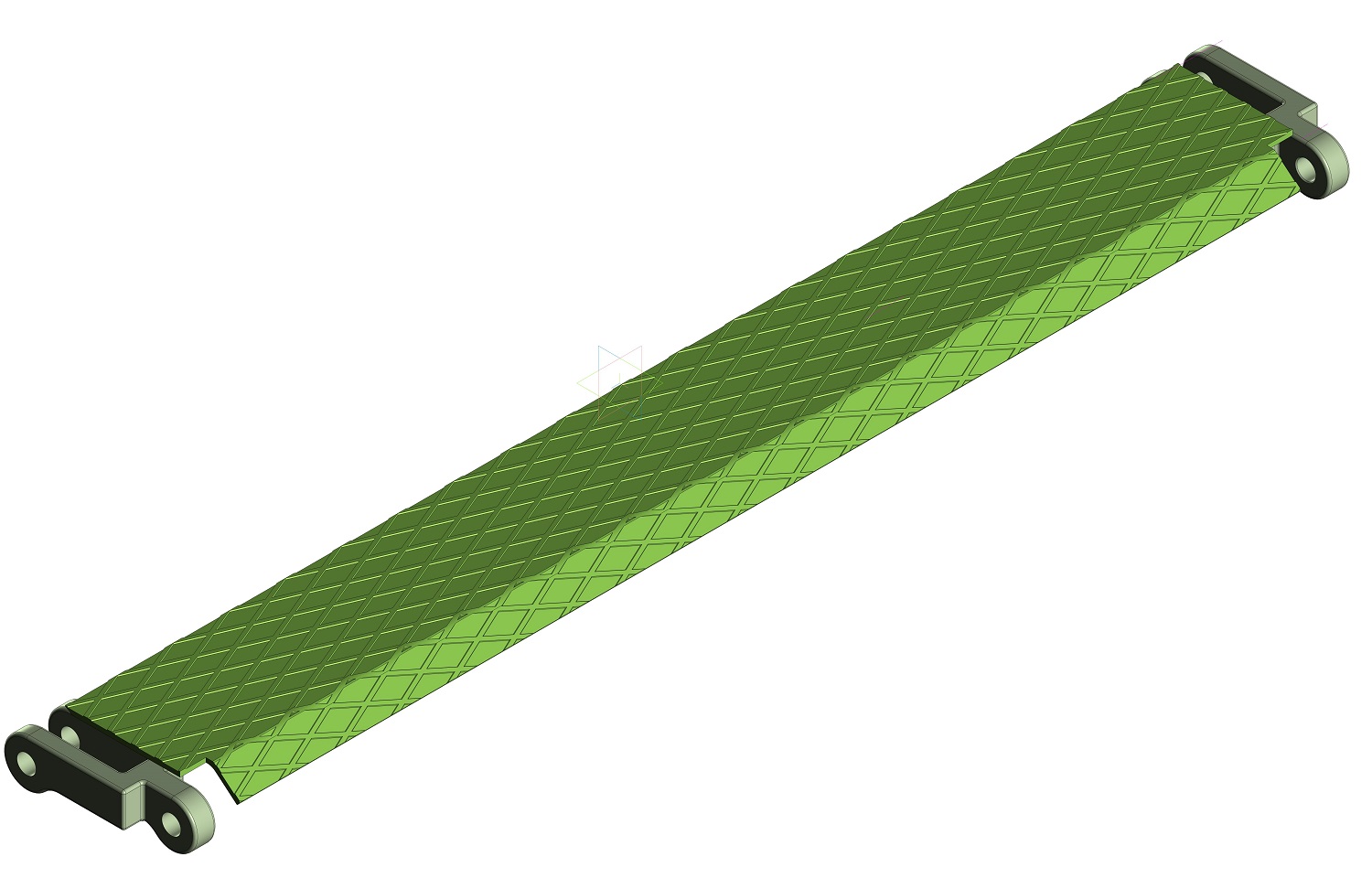
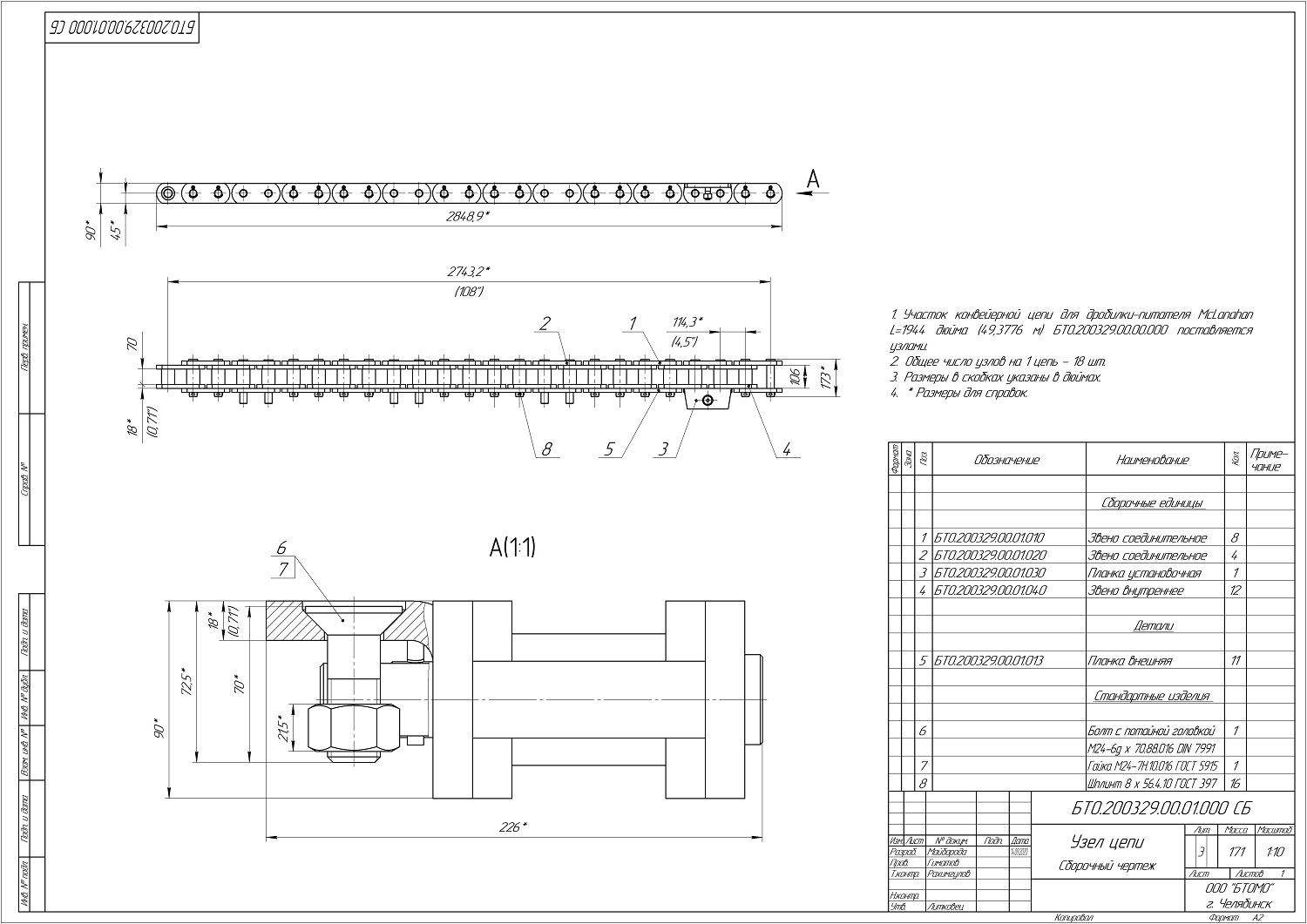
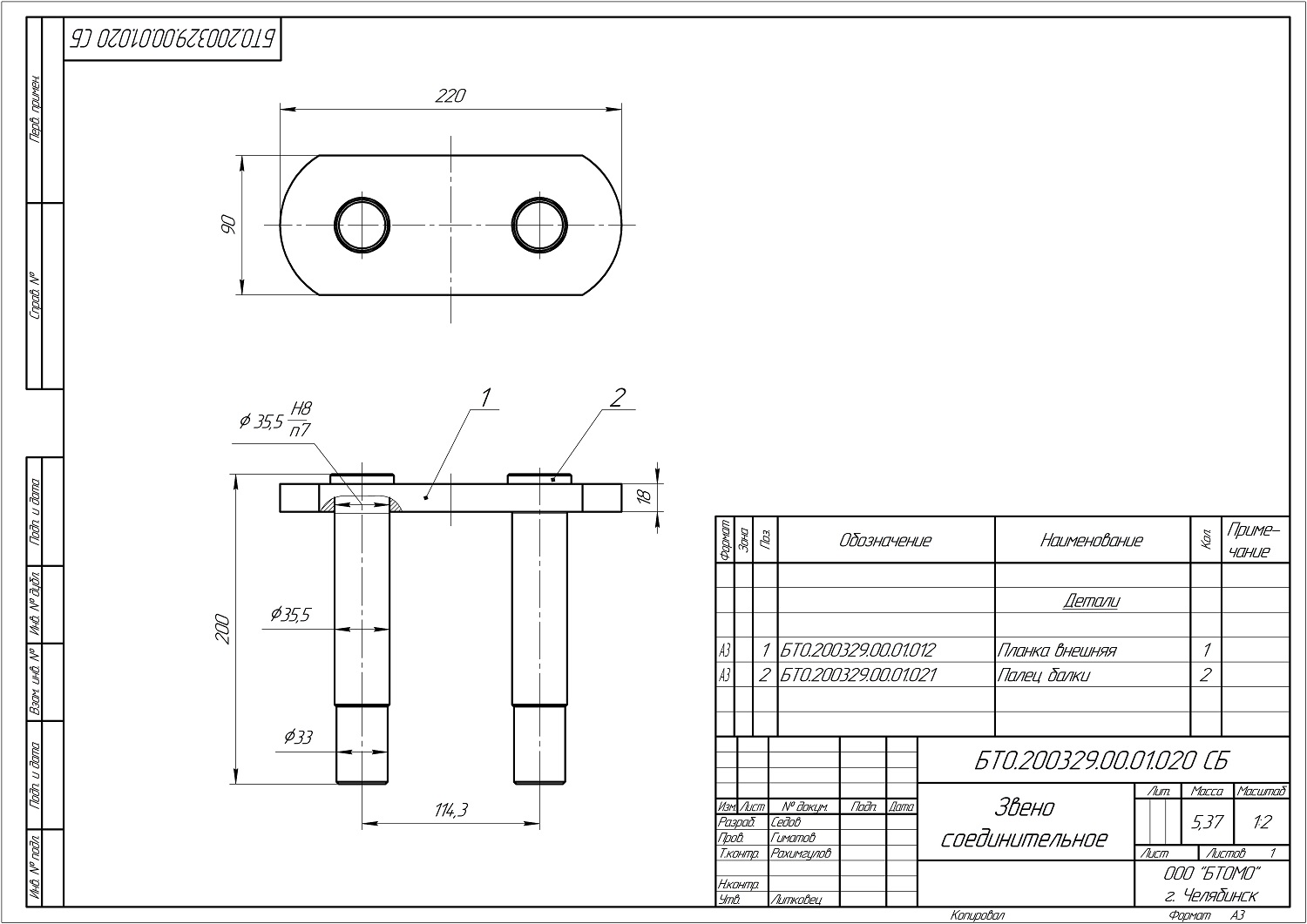
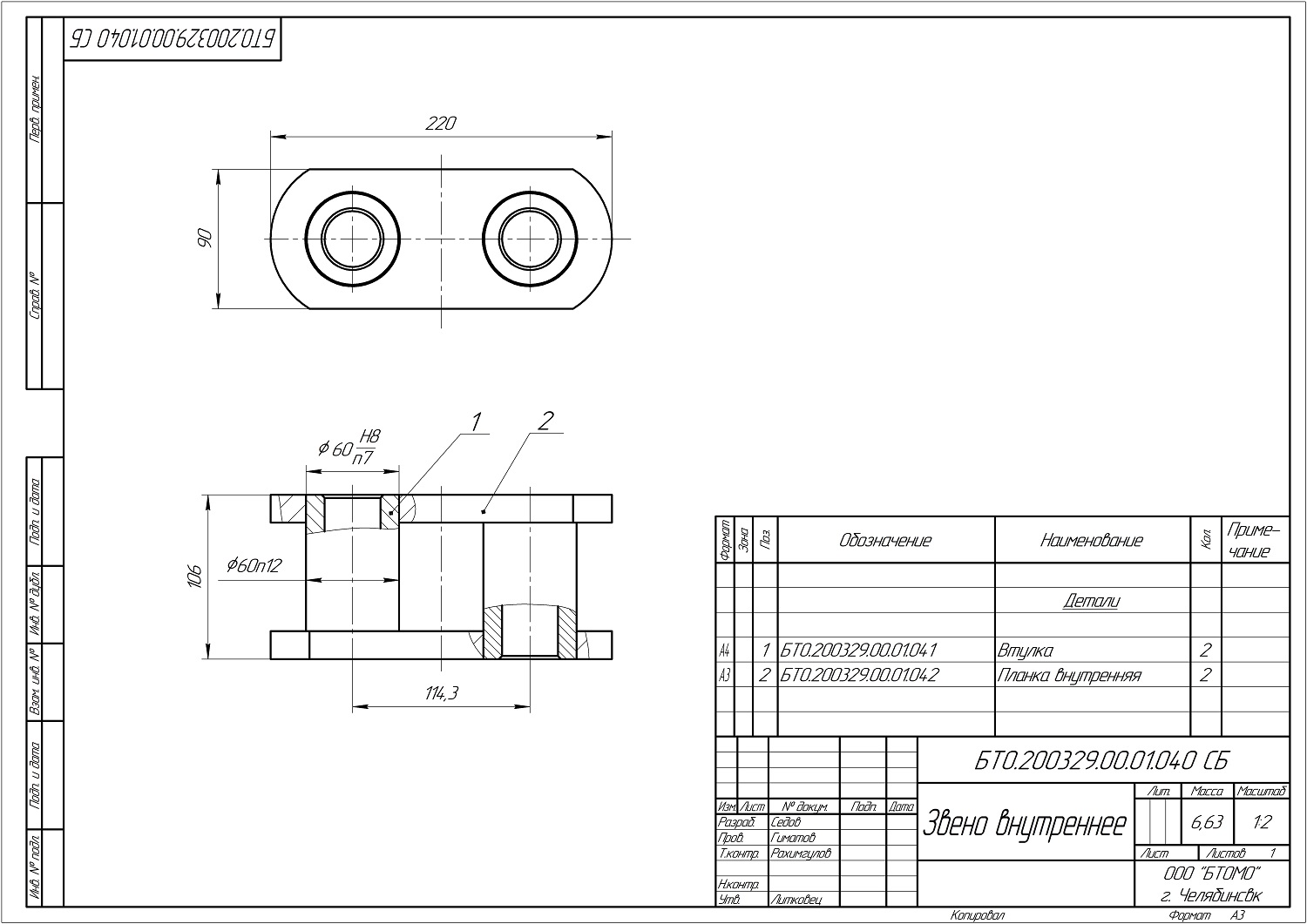
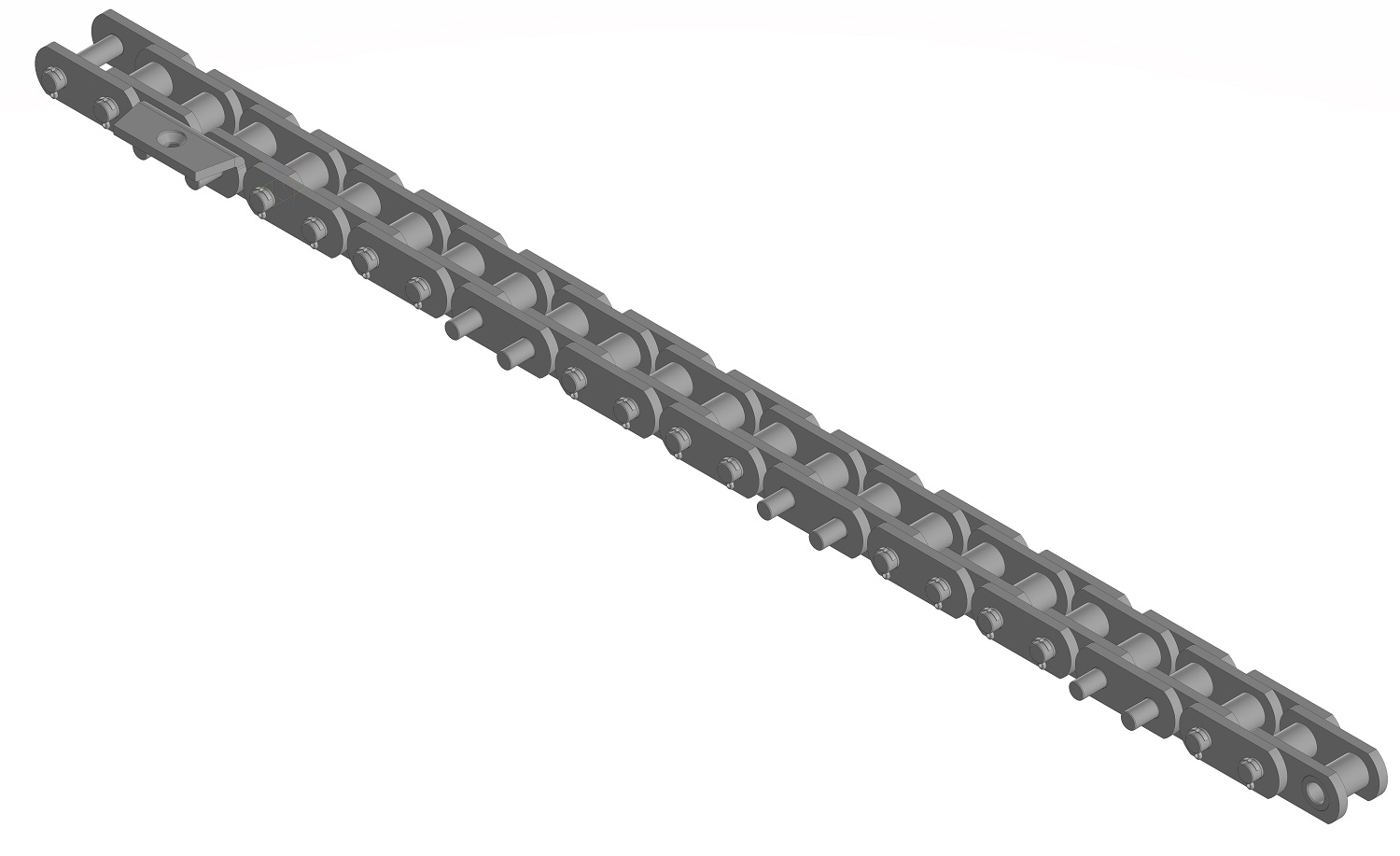
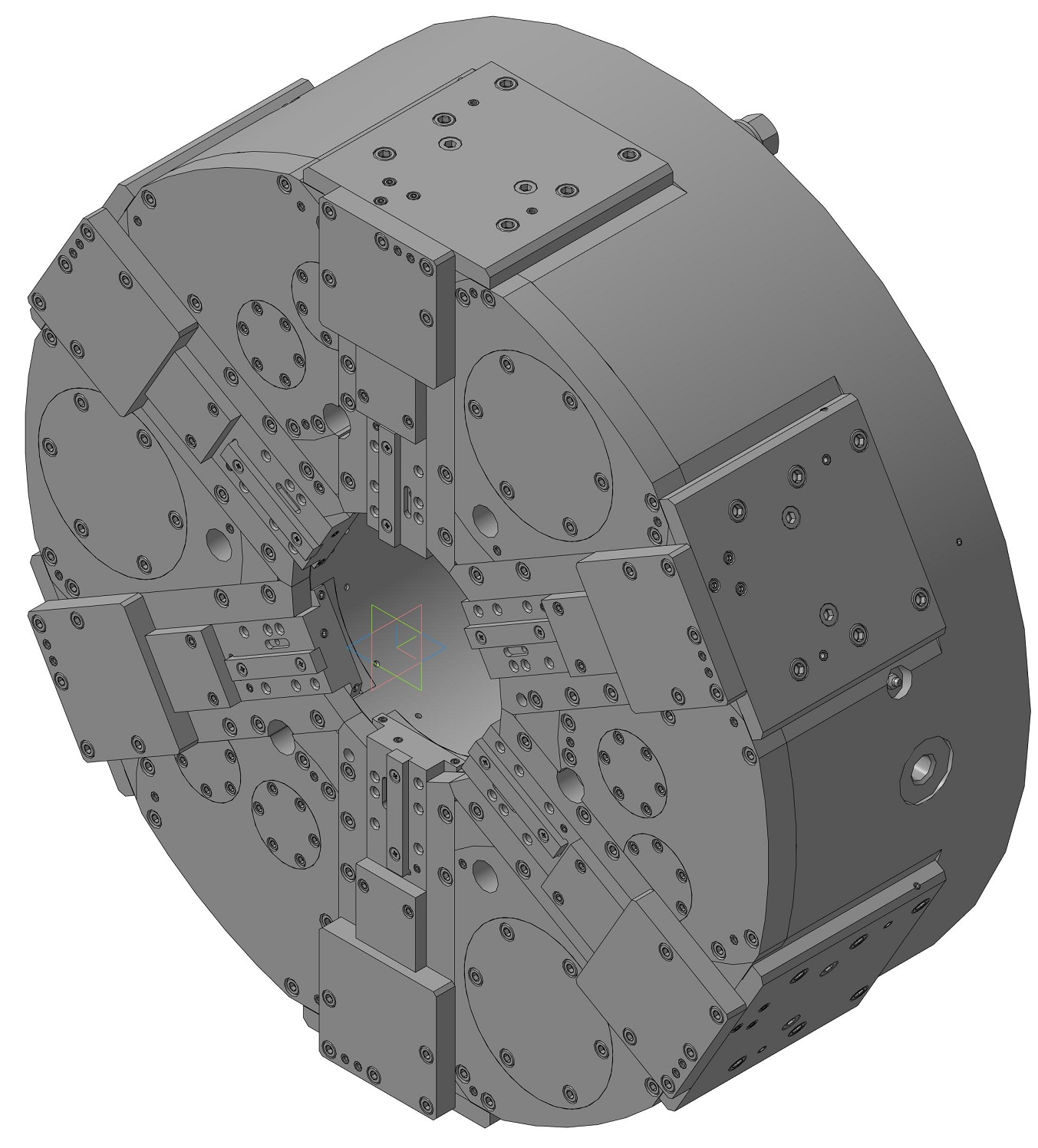
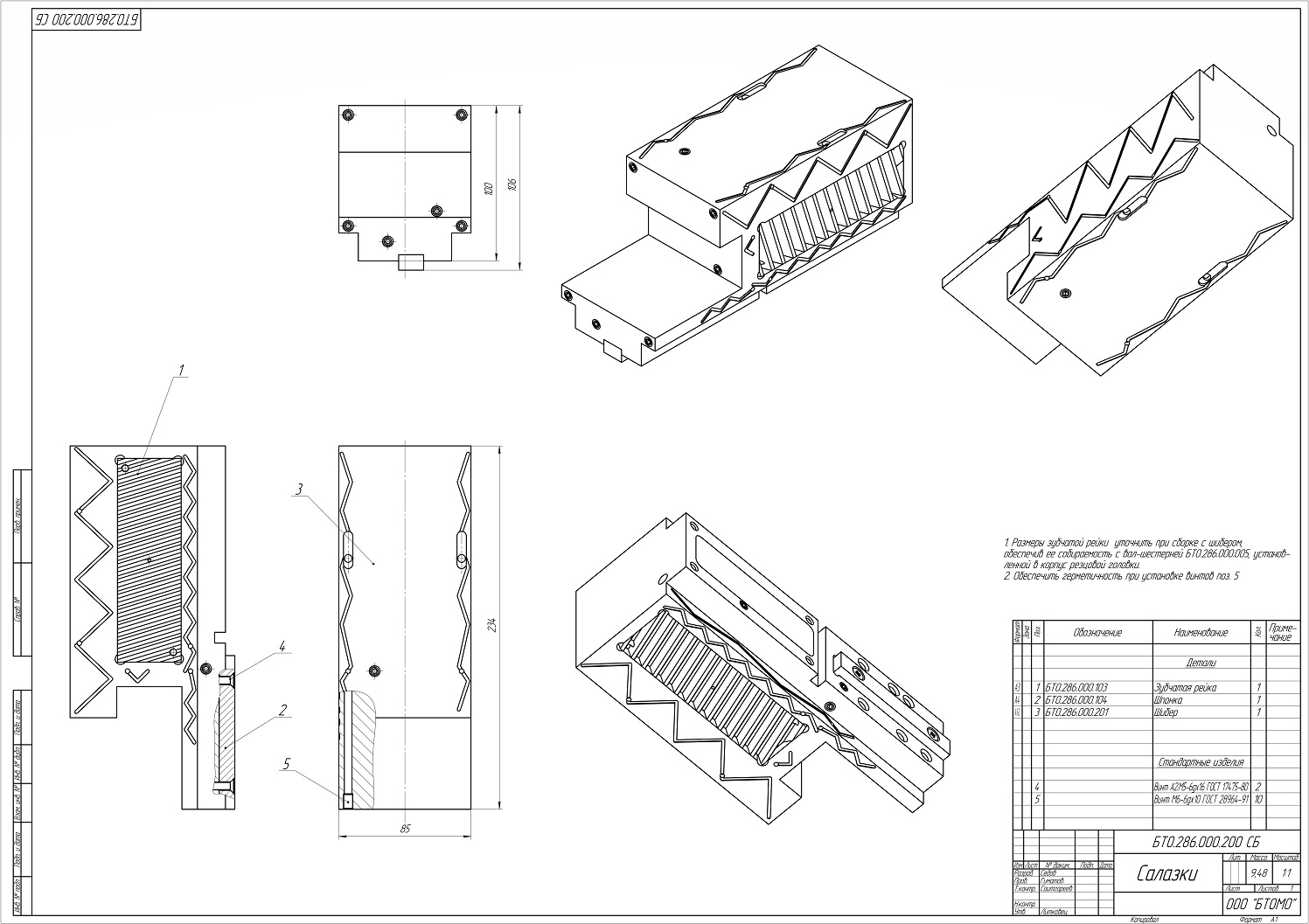
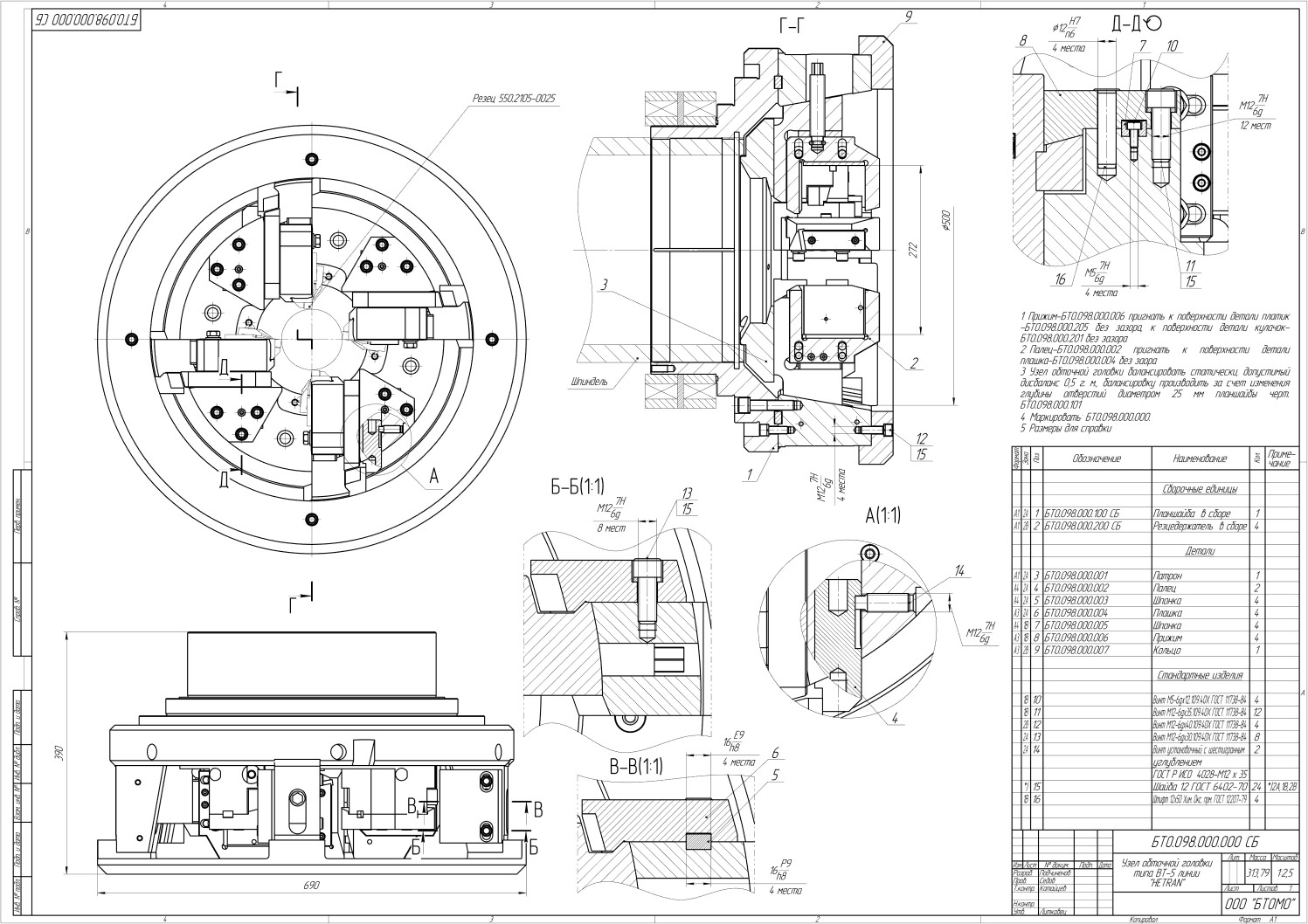
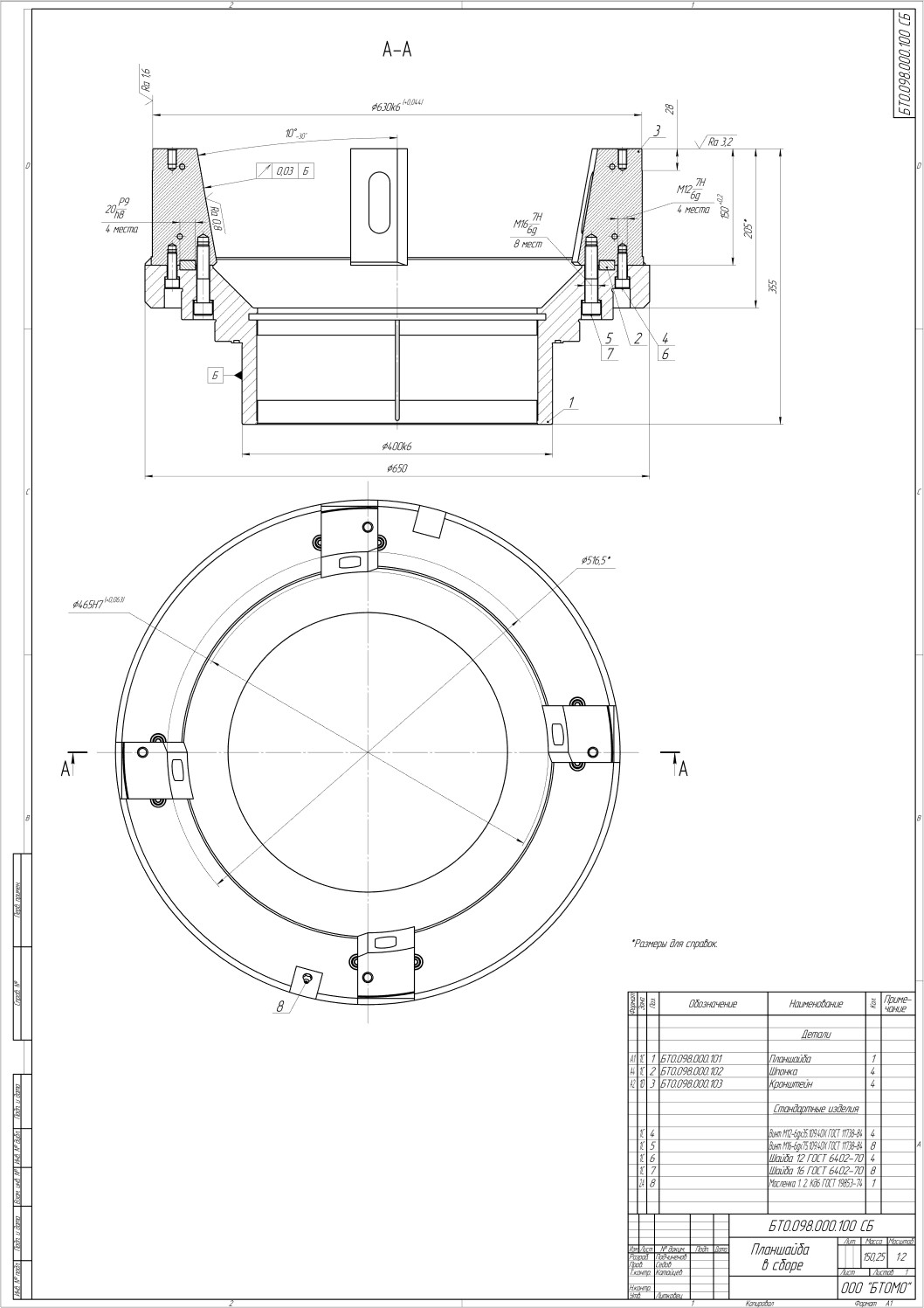
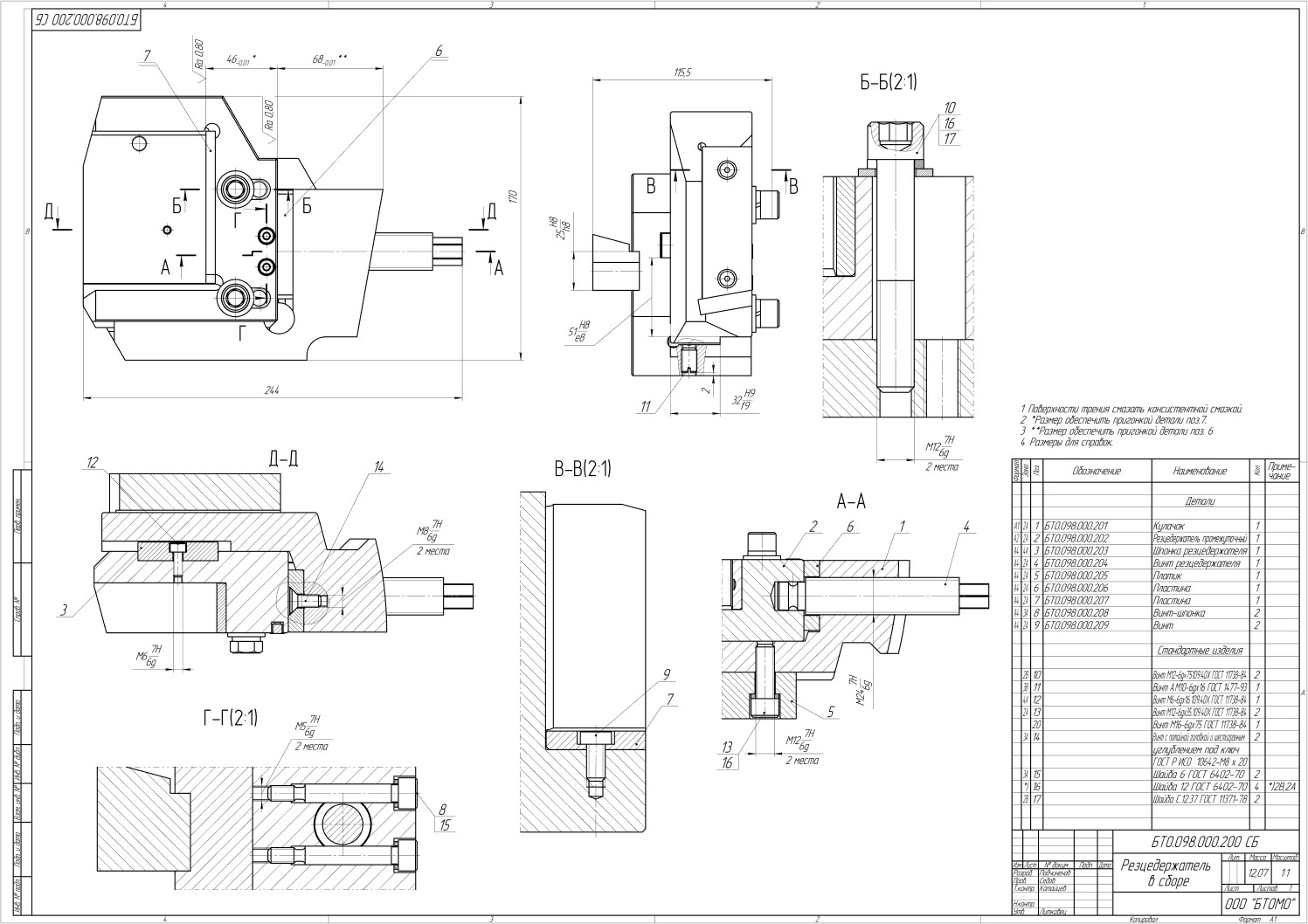
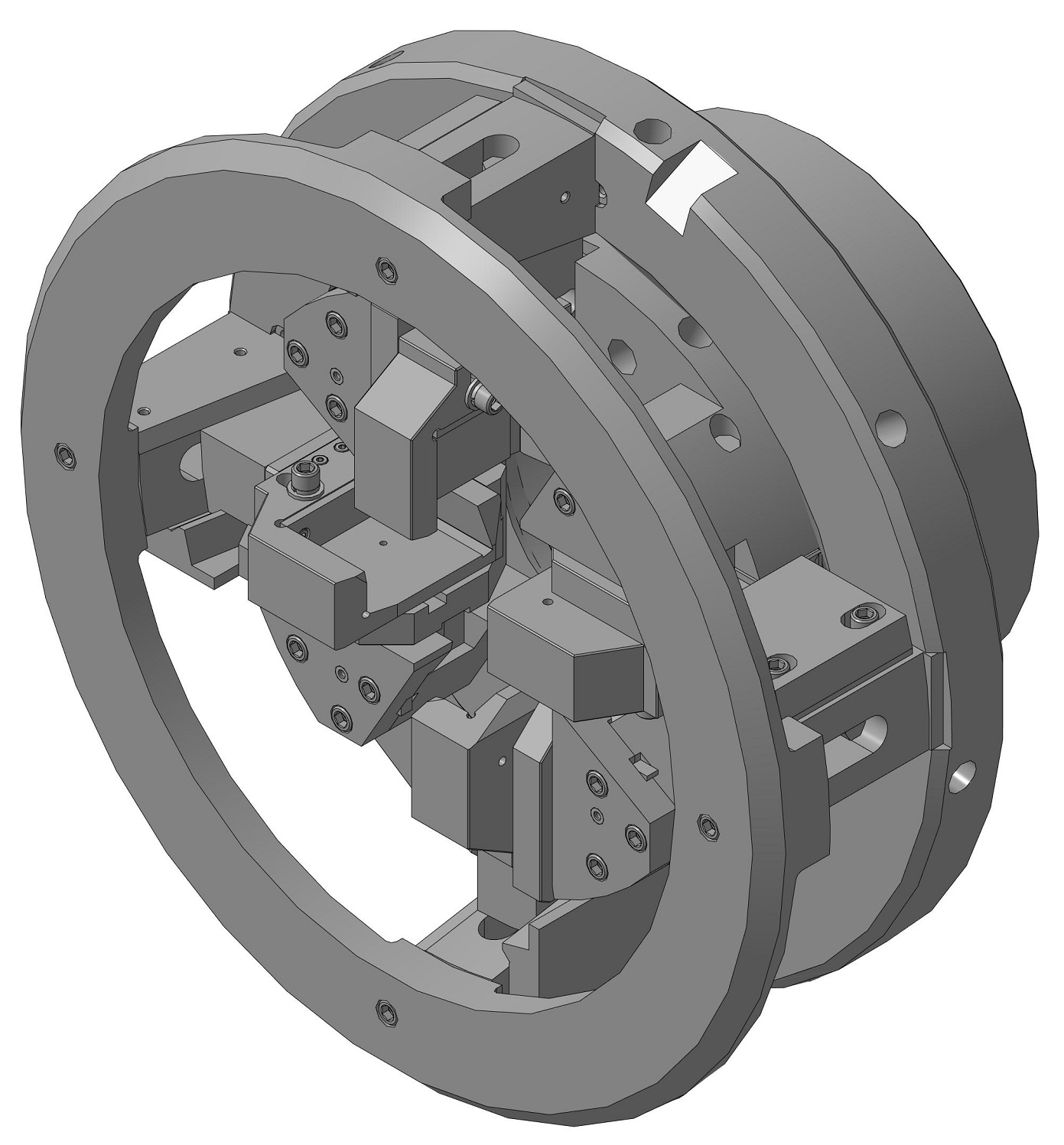
Разрабатываем и изготавливаем сложные «единичные» и эксклюзивные изделия по представленной Заказчиком или разработанной нами —
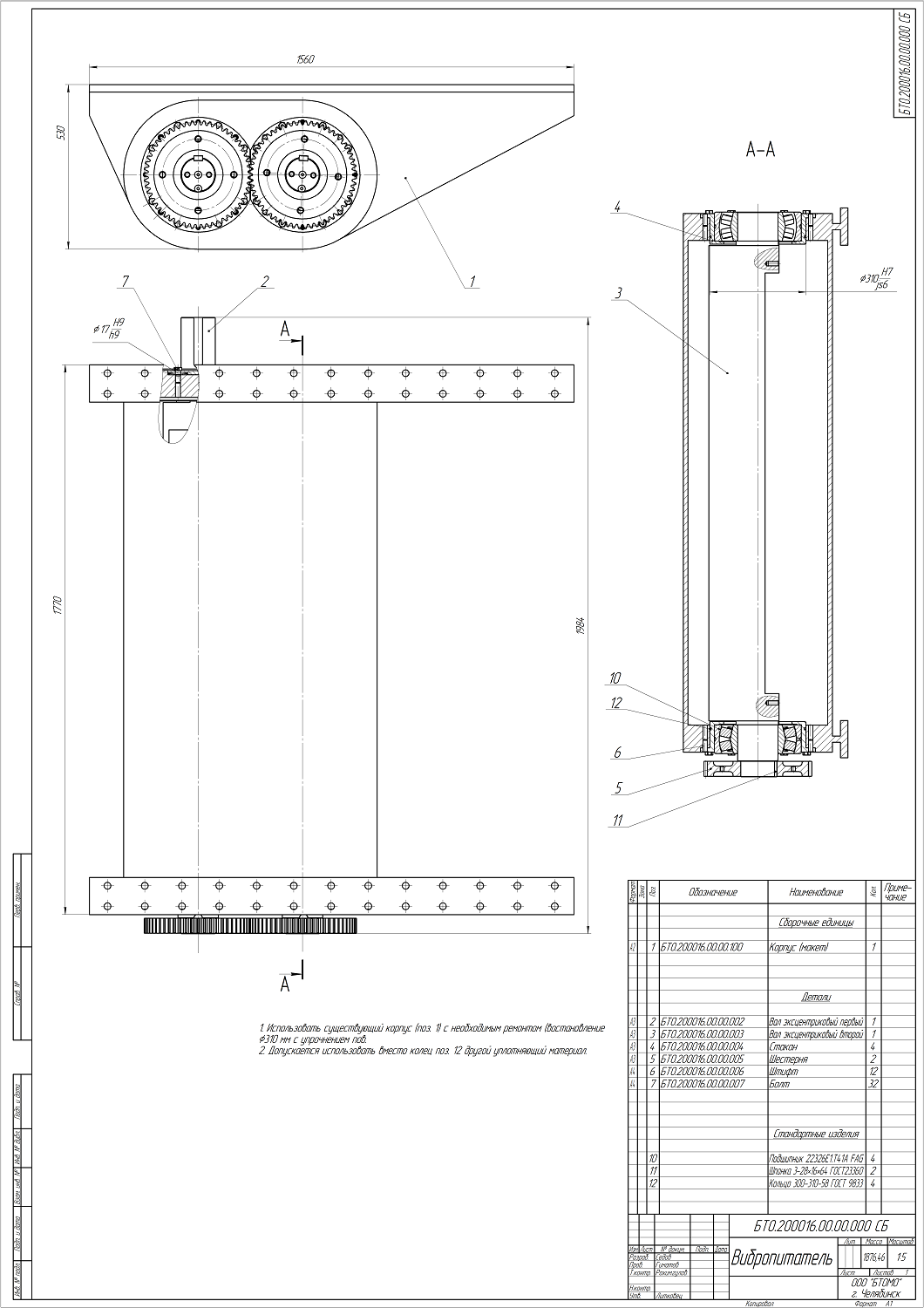
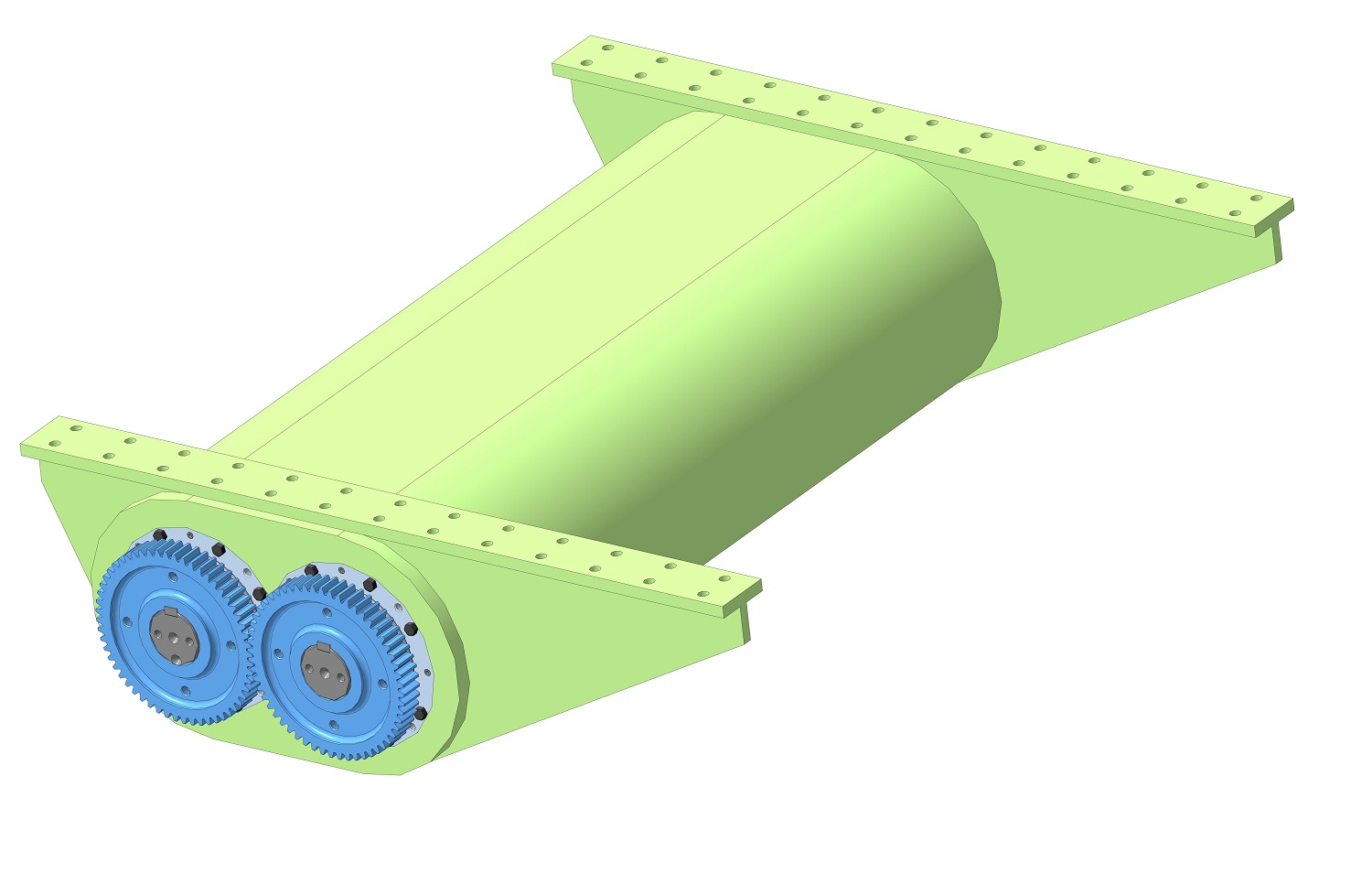
Производим ремонт и замену устаревшего и вышедшего из строя оборудования на современные технологичные решения.
Можем выполнить весь комплекс работ под ключ либо выполнить часть работ по вашей заявке.
- Выезд группы экспертов
- Составление плана работ, проектирование
- ОКР
- Полный цикл механической обработки
- Сборка, сварка, механические работы
- Монтаж гидравлических, пневматических, электрических и электронных узлов
- Проведение испытаний
- Монтаж на месте и пусконаладку
 Решаем задачи по ремонту и модернизации оборудования в металлургии и машиностроении, помогаем оптимзировать тех процессы на производстве, в итоге — помогаем снизить издержки и повысить эффективность.
Решаем задачи по ремонту и модернизации оборудования в металлургии и машиностроении, помогаем оптимзировать тех процессы на производстве, в итоге — помогаем снизить издержки и повысить эффективность.
Обращайтесь!
Ведущий инженер коммерческого отдела
Чернышов Виктор Викторович
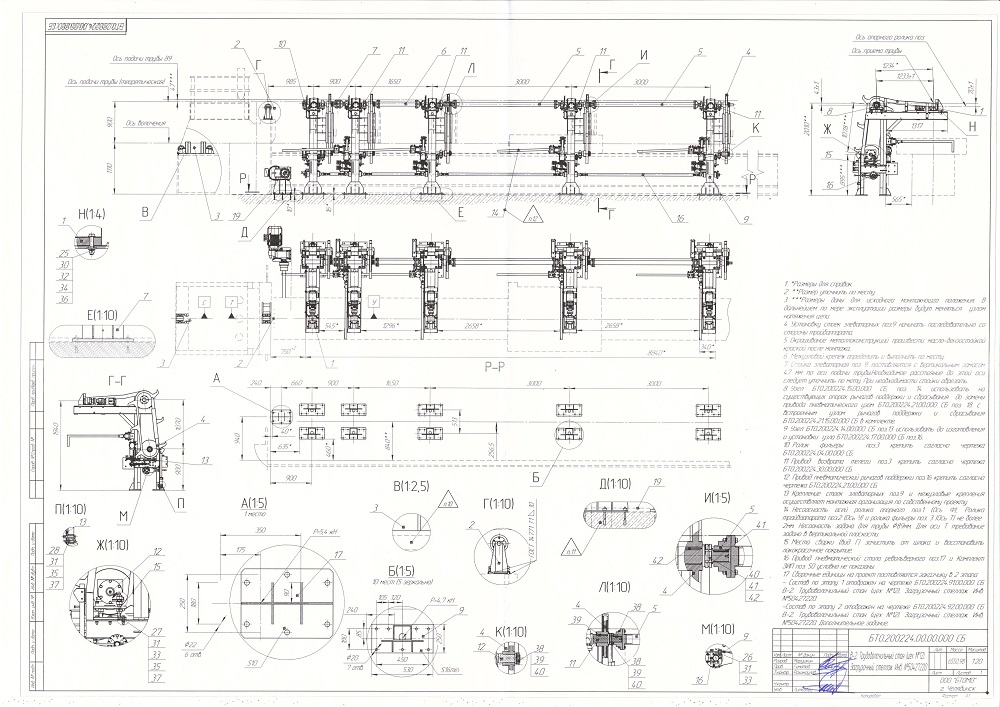
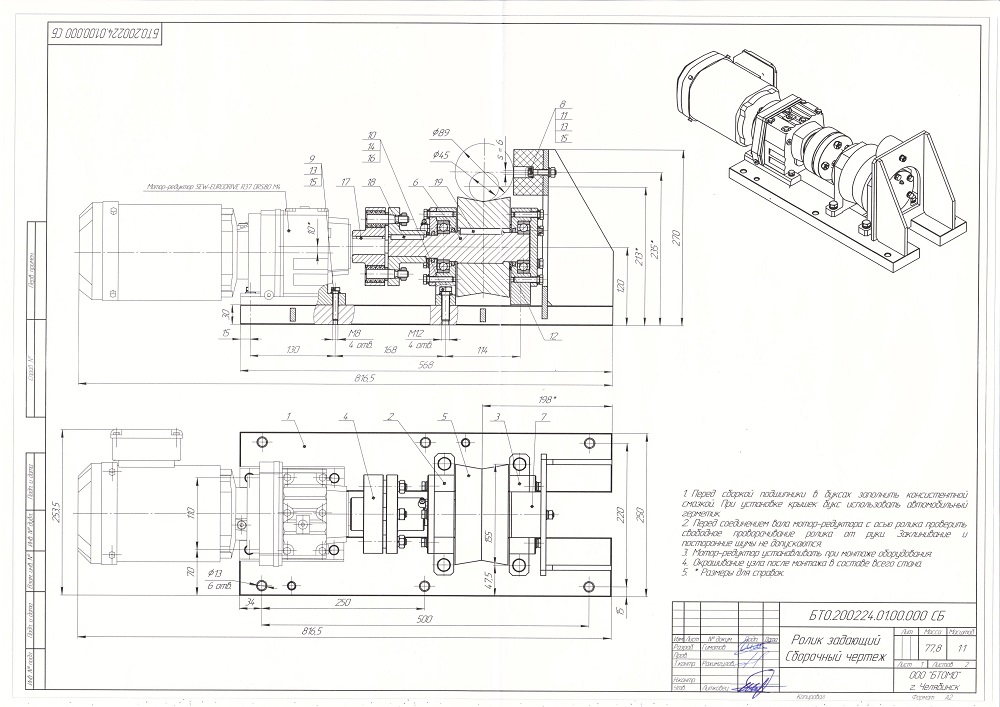
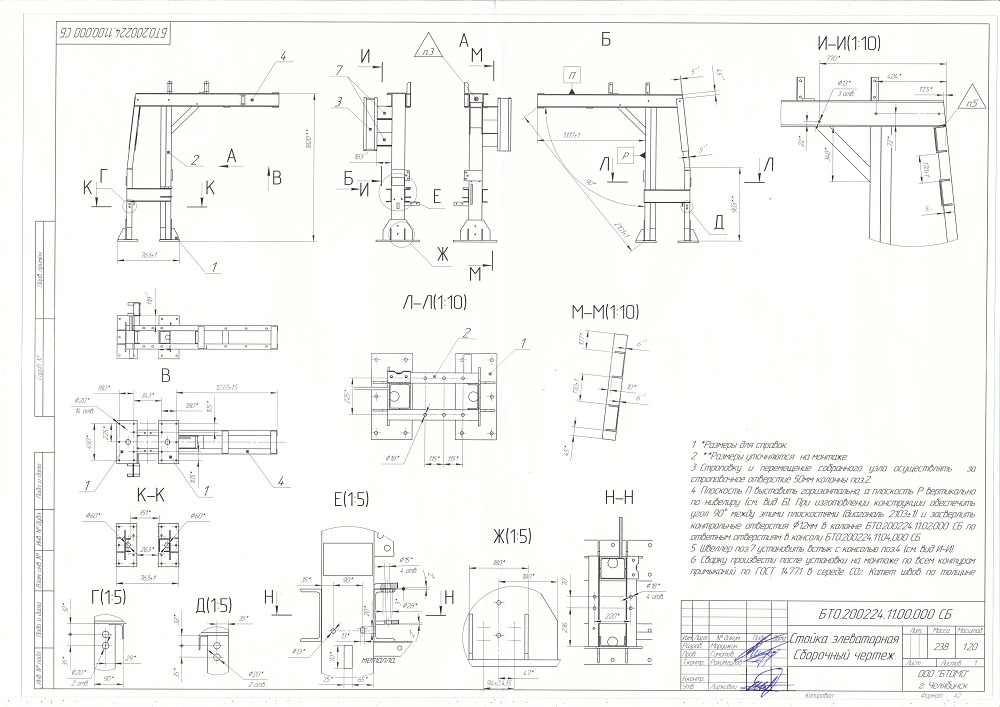
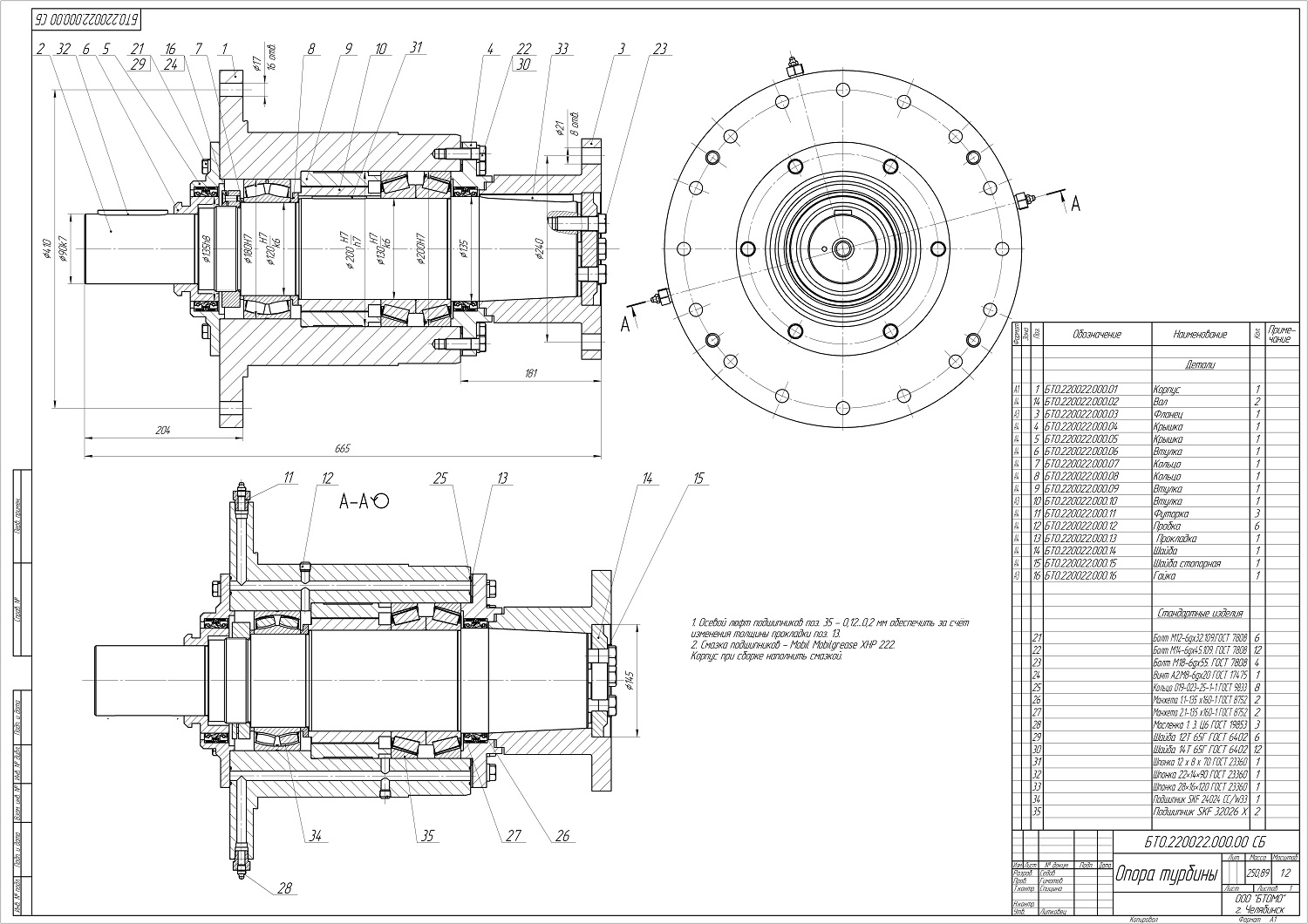
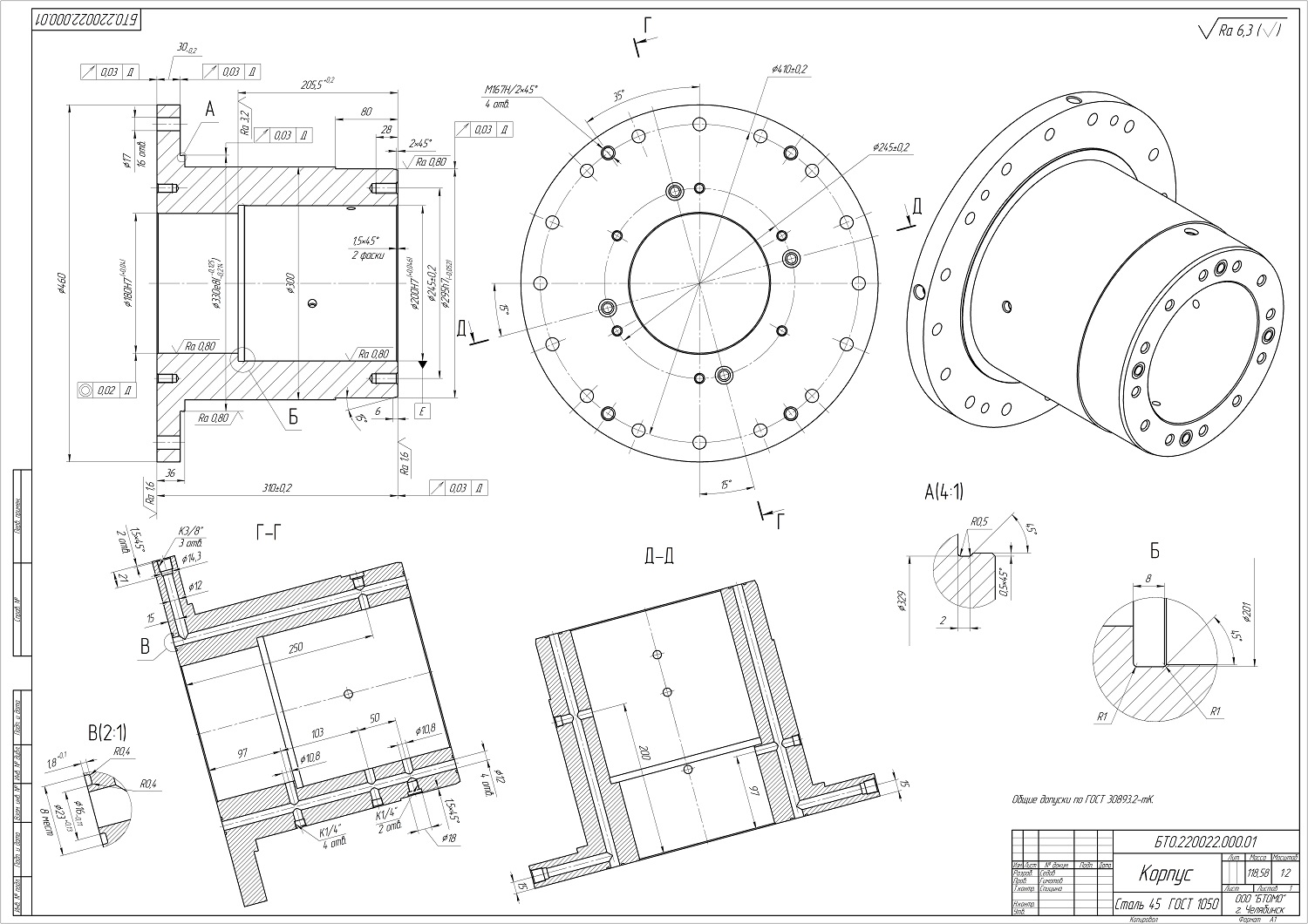
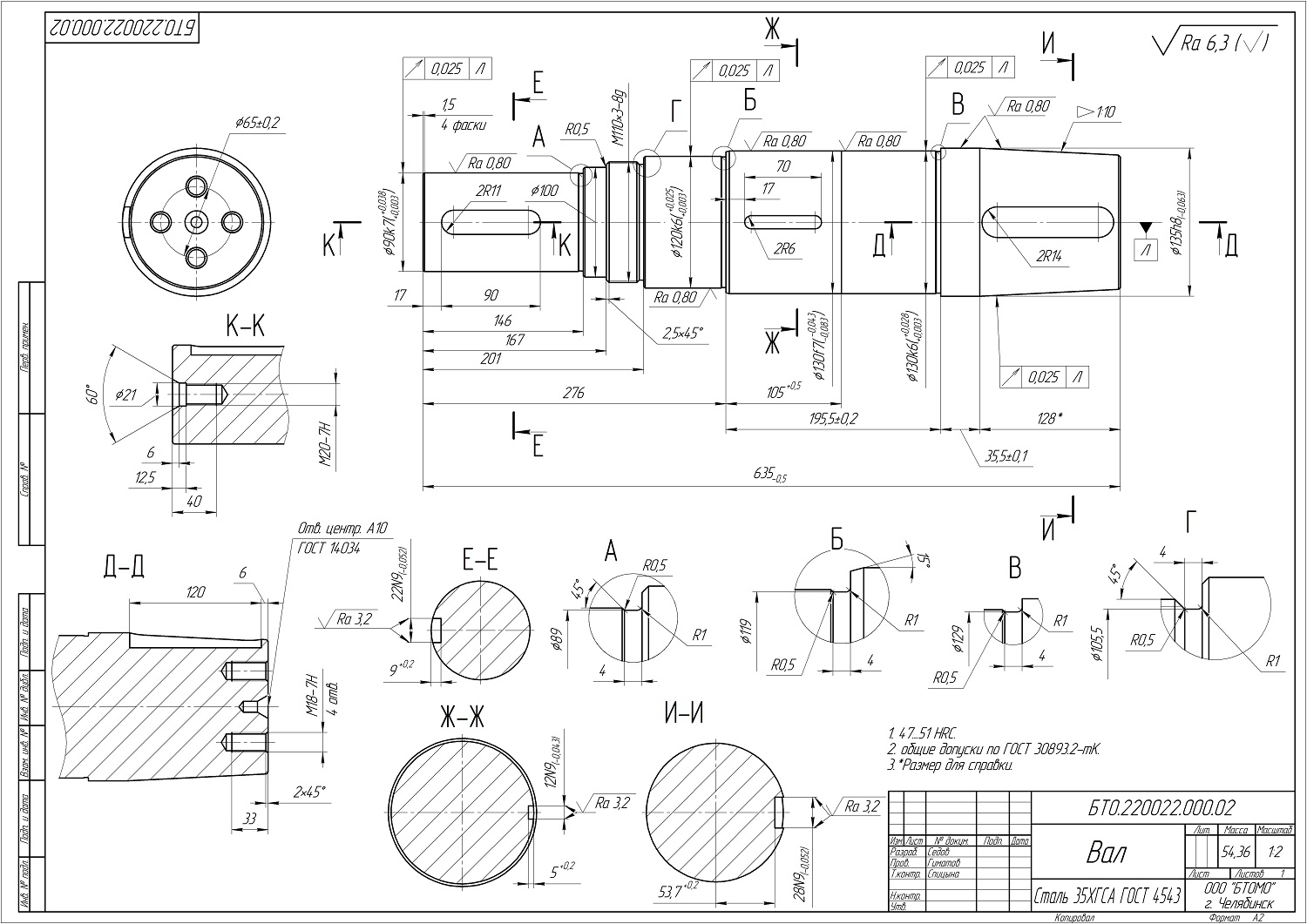
Некоторые примеры наших работ см. ниже.













































")
")
")
")
")
")